
Бесплатный фрагмент - Основы технической и художественной ковки
Введение
Хотите заняться художественной ковкой? Вам нравятся красивые изделия кузнецов?
Красота металла — это только внешний эффект. В художественной ковке одного этого недостаточно. Как недостаточно и просто взять в руку ручник, чтобы начать ковать металл. Внешний эффект и кажущая простота работы многим обожгла руки, особенно в 90х годах прошлого века.
Много написано хвалебных статей и рецензий на тему «Художественная ковка». Но в них видна и показана только фасадная часть и рекламная составляющая. Видимая часть айсберга. Невидимая, основная спрятана в самом изделии. И эта невидимая часть и составляет основную часть кузнечных и художественно-ковочных работ.
Многие обращаются ко мне: «Как научиться ковать металл, чтобы стать специалистом в ковке?» А при посещении кузницы стоят, заворожено глядя на процесс превращения простого проката в поковку, на то или иное изделие, как техническое, так и художественное. И нередко просят дать попробовать самому что-нибудь выковать. В этом случае я не отказываю. Попробовав постучать ручником, обычно говорят: «На первый взгляд, вроде просто. Но! Что-то не получается». Обычно я отвечаю: «Этому надо учиться! И довольно продолжительное время». Вот поэтому я и решил поделиться опытом. Выбрав наиболее простые и доступные технологические приёмы изготовления поковок, в простейшей кузнице. Как ковали наши предки, но с внесением современных методов ковки, с применением механизированных процессов на пневмомолотах небольшой мощности.
В настоящее время в наших городах и селах появилось много декоративных козырьков, ворот, заборов, лестниц и многих других изделий, изготовленных с элементами ковки. Много среди них и изделий псевдоковки, т. е. изделий, изготовленных из штампованных или литых элементов, привезенных из Китая или Европы, и сваренных по принципу конструктора, но выдаваемых за натуральную ковку. Причина появления такой «ковки» — это дешевизна изделий, что дало возможность производить сборку изделий в кустарных условиях или просто в гаражах. Иногда к ним добавлены элементы ковки, простейшие в изготовлении (на уровне ученических), но и таких деталей очень мало, ввиду большой трудоёмкости их изготовления в кустарных условиях, в отсутствии высококвалифицированных кузнецов.
Художественную ковку нельзя отнести просто к искусству. Ковка, как техническая, так и художественная, требует от кузнеца технических знаний. Знаний технологии металла и его свойств, технологии его обработки. Умения составить и читать чертёж и эскиз изделия. Знания основ технических измерений, допусков и посадок. Знания инструментальных работ. Умения работать и обрабатывать металл методом свободной ковки, как на наковальне, так и на пневмомолоте.
Существует ложное понятие: «самое сложное — это художественная ковка». Вот здесь я не согласен: не овладев техническими навыками в ковке, вам не дастся и художественная ковка.
Мне доводилось, за свою трудовую деятельность кузнецом, часто встречался с такими «специалистами-кузнецами», которые, освоив несколько простейших операций обработки металла ковкой, уже возомнили себя мастерами, хотя на практике не могут изготовить даже простейшего молотка. Как-то я прочитал в одной из популярных книг по кузнечному делу следующее: «Тот стал кузнецом, кто изготовил себе клещи». Но нет! С этим я не согласен. Изготовить клещи — ученическая работа, как и цветок розы, а вот стебель к ней с шипами с листочками — извините! Этому надо учиться.
Вся проблема художественной ковки в том, что она в настоящее время отошла от промышленной и варится в собственном котле, обрастая «накипью» в виде всякого рода «околокузнечных» специалистов, умеющими только рассуждать, а практически, увы, являющихся дилетантами.
Часто мне приходится слышать и такое: «Ничего сложного нет, потренируюсь месяца два-три и всё получится». Получится! Но на уровне молотобойца, за это время можно только освоить удары и набить на них руку. А освоить мастерство — на это потребуется несколько лет. Для этого надо запастись терпением и упрямством, и, как спортсмен, постоянными тренировками оттачивать мастерство
Был в ранней моей практике анекдотический случай.
Изготавливаю я плотницкий топор, и в это время приходит ко мне «специалист». Начинает учить, на пальцах, как правильно ковать топор, и что я кую неправильно. Что ж, я поступаю просто: молча разогреваю заготовку, клещами достаю её из горна, подаю «специалисту». Прошу показать, как делать правильно. И вдруг слышу следующее: «А я НЕ УМЕЮ»… Представляете?!! Что вырвалось у меня… и какие слова полетели вслед убегающему «спецу», вы наверняка догадались.
Старые мастера — а я вспоминаю своих учителей, которые привили любовь к профессии кузнеца, (за что большое им спасибо!) — научили меня мастерству и научили ставить на своё место «околокузнечных мастеров». Они говорили: «Кузнец не тот, кто металл куёт, ковать может и подмастерье, а тот, кто делает инструмент для его ковки, и в любой „железяке“ видит какой-либо инструмент». Сделал для себя инструмент, ты — кузнец. А подмастерье может только натаскать по некоторым операциям, выучить может только мастер. Мастер с большой буквы, прошедший всю школу кузнечной обработки металла. Я им благодарен всю жизнь, и с большой буквы называю их имена: это мой отец Клыков Иван Дмитриевич, Демидов Василий Фёдорович из г. Егорьевск, Чужиков Иван Тарасович из г. Дмитров Московской области. Эти люди передали мне своё мастерство, которое я, в свою очередь, передал своему сыну Михаилу, являющемуся соавтором этой книги.
Перейдя, на волне развала промышленности и сельского хозяйства, из технической ковки в художественную, я на собственном опыте убедился в этом. На освоение «премудростей» ушло около двух недель. Даже на первых порах — разочарование, простота технологи на уровне не выше третьего разряда, но постепенно втянулся, начав изготавливать всевозможные оправки, обжимки и штампы. При этом пришлось изготовить не один десяток приспособлений, которые облегчили и ускорили процесс изготовления поковок. Одновременно пришлось обучать премудростям работы с ними «чисто художественных» кузнецов.
И, как бывший «технарь», я всё больше убеждаюсь в том, что «художественник», не прошедший технической школы, не сможет стать хорошим кузнецом на уровне мастера, тогда как «технарь» легко осваивает художественную ковку.
Часто мне задают такой вопрос: где освоить премудрости ковки? Отвечу: На селе! В сельской кузнице. Именно работа сельских кузнецов даёт тот навык и самостоятельность в принятии технических решений, который позволит вам стать мастером, и которая заставляет думать, потому что спросить, как это делается, практически не у кого. Только внимательное изучение детали и знание свойств той или иной марки металла, позволяет сделать работоспособную деталь. В промышленной есть технология, технологическая карта, есть подобранный по технологии металл. В художественной ковке есть рисунок или абстрактное видение будущего изделия, а из какого металла делать, не имеет значения будь то Сталь1 или С45х, главное — металл.
Я не буду останавливаться и обращать особое внимание на изготовление изделия целиком. Основное внимание я уделю технологии изготовления отдельных деталей и инструмента для их изготовления, как видит это «технарь» (а разница очень большая, «художественник» может несколько раз переделывать одну и туже деталь, технарь — даже художественную делает с меньшим числом ударов и позиций ковки).
О том, как собрать из готовых элементов то или иное изделие написано много, а изготовлению деталей методом свободной ковки практически не уделяют внимания. Как правильно работать на пневмомолоте и какие правила техники безопасности необходимо соблюдать при кузнечных работах и изготовлении отдельных поковок.
Может потому и не пишут, что боятся передать секрет другому?
Да нет! В основном потому, что этих секретов не знают. Описаны только основные виды работ, можно сказать школа, да и то взятая из старых учебников для ПТУ. Нового, внесённого в последнее время в литературу, ничего практически нет, хотя литературы — хоть отбавляй.
В настоящее время стоит довольно «большая проблема» с профессиональным инструментом. Поэтому очень во многих кузнецах работают слесарным инструментом. На вопрос: «А как у вас с инструментарием?» обычно жалуются, что промышленность их не выпускает, а импортный купить дорого. Но, извините!? А почему не возникал вопрос этого характера раньше? И кузниц было гораздо больше. Ответ простой — инструмент кузнецы изготавливали сами для себя, и под себя. Изготовление инструмента, оправок, приспособлений, вот что надо ставить на первое место при подготовке кузнецов. Кузнец тот, и только тот, кто сам себе готовит инструмент, остальные только подручные или молотобойцы. Как подручный не будет пыжиться, показывая, что он может изготовить, но оставь его без инструмента, как он становится в тупик. Совсем недавно, при приёме на работу, кузнеца даже специально провоцировали, убирали инструмент, а вновь принятому предлагали выходить из данной ситуации самому. Так проверяли, кузнец он или подручный. Я сам не один раз проходил через такую проверку.
Почему возникла такая ситуация в кадрах? Ответ прост: нет подготовки специалистов для кузниц. Не учат. Большого спроса на профессию кузнеца не стало, а когда-то кузница была почти на каждом предприятии. Увеличилось количество маленьких кузниц «художественной ковки». Но, увы, кто в них работает? Я много раз консультировал в таких кузницах и понял, что работают в них, как правило, подмастерья. Там, где работает мастер, в посторонней консультации не нуждаются. А готовить кузнеца довольно затратное мероприятие, плюс к этому отсутствие преподавателей-профессионалов. Готовить индивидуально — затратное дело для работодателя, ему подавай уже готового специалиста. Замкнутый круг, а профессия теряется. Хотя на западе нашли выход и не плохой, «воскресные кузницы», любой желающий может попробовать поковать, да ещё и под руководством опытного кузнеца-инструктора, за небольшую плату.
Простота в изготовлении того или иного изделия, вот в чем я вижу основной секрет кузнеца. Профессионал даже сложную поковку, старается сделать как можно проще, легче, с меньшими позициями ковки, придумывая инструмент и приспособления для этого. В свое время меня учили, что в кузнице «всякая железка таит в себе изделие — всё зависит от того, что ты в ней видишь». В правоте старых мастеров я убедился на протяжении более сорока лет работы кузнецом. И всегда отстаиваю эту школу.
Что пишут в литературе по «ковке»? Я не зря беру это слово в кавычки, ведь там только рассуждения по кузнечному делу и ничего конкретного по технологии ковки, много фотографий изделий. Такое создаётся мнение, что пишут не профессионалы, а «околокузнечные специалисты», как говорят в народе, «насшибавшие верхушек». При этом оправдываются, что профессионалы держат свои секреты на замке. Не согласен! Секретов никто не держит, да и у кузнеца они всегда на виду. Дело в том, что кузнец, я повторяю, как и спортсмен, должен постоянно оттачивать своё мастерство. От мастерства и простота в работе, и не всегда заметит «специалист» тот или иной приём работы кузнеца. Просто многие хотят всего и сразу, а учиться у них нет времени, вот они и пишут. Мастер готов поделится секретами, на то он и мастер, а данные слухи напускают всё те же «специалисты», пытаясь этим набить себе цену. Простой пример: владелец кузницы, если у него работает мастер, часто скрывает от конкурентов этого мастера, он никогда не покажет мастера постороннему, даже устанавливают негласное согласие мастера и владельца, что при посещении кузницы посторонними, мастер разыгрывает роль вспомогательного рабочего. То же самое при консультации заказчика, мастер, если он не работает, сидит на пенсии, подрабатывая консультациями, разыгрывает «чайника». Но никогда не ошибётся, кто работает в кузнице, мастер или подмастерье. И мастер, работающий в кузнице, всегда определит мастера в этом «чайнике». Это уже проверено и не раз на практике.
Итак, с чего начинать?
Начинать надо со «Школы ковки». С основных приемов обработки металла ковкой. Но, вначале изучите «Технологию металлов» для ПТУ или техникумов. Начните школу с неё и приступайте к работе над собой. А мои советы помогут вам, постараюсь дать их простым языком безо всяких заковыристых формул и длинных рассуждений, а исходя из собственного опыта работы.
Но, прежде всего, необходимо ознакомится с устройством и оборудованием кузницы и инструментом, применяемым при ковке.
А перед началом работ необходимо тщательно изучить технику безопасности при кузнечных работах и исполнять её неукоснительно, в этом залог вашей дальнейшей, успешной работы
Итак, что такое ковка?
Ковка — обработка металла методом деформации.
Ковка подразделяется на:
— Промышленную (штамповочно-заготовочную)
— Ремонтно-реставрационную (ремонтные предприятия, сельское хозяйство, транспортные предприятия и другие.)
— Художественно — промышленную.
— Художественно — реставрационную.
— Кузнечно — ковальную (изготовление подков и оснастки для сбруи, обработка копыт и подковка лошадей)
Кузнечный инструмент и оборудование
Приступая к работе в кузнице необходимо важное внимание уделить инструменту и оборудованию, с которым придётся в дальнейшем работать.
Во большинстве литературы по-разному классифицируют кузнечный инструмент, единой классификации нет. Предлагаю свой вариант.
Инструмент кузнеца делится на следующие группы:
— ИНСТРУМЕНТЫ ВЕРХНИКИ
— ИНСТРУМЕНТЫ НИЖНИКИ ИЛИ ПОДКЛАДНЫЕ
— ВСПОМОГАТЕЛЬНЫЕ
— ИЗМЕРИТЕЛЬНЫЕ И ШАБЛОНЫ
— ШТАМПЫ И МАТРИЦЫ
— ПРУЖИННЫЕ ОБЖИМКИ
ВЕРХНИКИ: группа инструментов, предназначенная для обработки разогретого металла, путём постановки инструмента на поковку и нанесением по нему или им удара. К ним относятся ручники, молоты (кувалды), зубила, гладилки, подбойники, оправки, обжимки и т. д. Данные инструменты имеют деревянную рукоятку для его удержания, за редким исключением металлическую
Верхники насаживаются на рукояти без расклинки, (за исключением ручников, кувалд и тех инструментов, которыми наносятся удары). Свободная (без клина), плотная посадка рукояти хорошо гасит энергию отдачи от инструмента.
НИЖНИКИ: подкладные инструменты. Данные инструменты подкладываются под поковку, к ним относятся подкладки, гвоздильни, оправки, матрицы, подсечки, шпераки и т. д. Они могут быть как с рукоятками (металлическими), так и без них.
ВСПОМОГАТЕЛЬНЫЕ: инструменты, используемые в ковке, без которых вроде бы можно обойтись, но не обходятся, т.к. они облегчают сам процесс ковки. Их главное применение — удержание поковки, уменьшение усилия на руки. К ним относятся: вилки, рычаги, клещи, захваты, расклинки и т. д.
ИЗМЕРИТЕЛЬНЫЕ И ШАБЛОНЫ: говорят сами за себя — это линейки (металлические), штангенциркули, измерительные скобы, шаблоны для гибки изделий различной конфигурации.
ШТАМПЫ И МАТРИЦЫ: приспособления, требующие сложного и точного изготовления, состоящие из нескольких частей, подогнанных друг к другу и требующие в работе стандартные заготовки.
ПРУЖИННЫЕ ОБЖИМКИ: можно назвать простейшие штампы, для изготовления которых не требуются очень высокая точность подгонки друг к другу, которые не требуют в работе стандартность заготовок. Применятся стали недавно, когда увеличился спрос на художественную ковку. Значительно облегчают работу на пневмомолоте.
Основные требования к инструменту
Кузнечный инструмент, в отличии от слесарного, должен выдерживать более высокие нагрузки динамического характера (ударные), не разрушаясь при этом. Для работы с разогретым металлом калёный инструмент не подходит. Калка быстро отпустится при нагревании его выше 200о, и рабочая часть не будет иметь нужную твёрдость. Поэтому, кузнечный инструмент изготавливается из стали повышенной твёрдости, но в то же время не хрупкой, т.е. с пониженным содержанием углерода. По этим параметрам лучше всего подходят легированные стали. А не зная марки стали, возьмите полуоси грузовых автомобилей или пальцы гусеничных звеньев, при этом наиболее лучшими для этого являются пальцы звеньев траков тракторов Челябинского завода. Инструментальная сталь на кузнечный инструмент не подходит, она плохо переносит ударные (динамические) нагрузки, раскалывается, а осколки могут поранить работающего или лиц, находящихся в кузнице.
На первых порах закажите инструмент у опытного кузнеца. Купленный в магазине слесарный инструмент для кузнечных работ плохо приспособлен, да и твёрдость его обеспечена калкой, а не качеством стали.
Клещи лучше изготавливать из среднеуглеродистой стали, она хорошо гасит энергию отдачи при ударе и обладает хорошей прочностью. Низкоуглеродистая сталь для клещей не подходит, из-за высокой пластичности легко гнётся даже при небольших нагрузках. Клещи из высокоуглеродистой стали плохо амортизируют и могут лопнуть при динамических нагрузках. Наилучшими в удержании поковки являются клещи отцентрированные, в данных клещах действие момента, выворачивающего их из рук, сведены к минимуму.
Как изготовить инструмент мы будем рассматривать в разделе «Изготовление инструмента»
Большой негативный момент при работе кузнечного инструмента, это его быстрый разогрев в процессе работы. Особенно это сказывается на инструменте, который работает как проникающий в поковку (зубила, бородки, пробойники, оправки). Нельзя надолго оставлять его в горячей поковке, т. к. он быстро нагревается от тепла поковки и при повторных ударах по нему рабочая часть легко деформируется, инструмент «клинит» в поковке. Поэтому кузнечный инструмент во время работы необходимо периодически охлаждать, опустив рабочую часть в воду. А проникающий удалять из поковки сразу, как только прекратили работу им, и немедленно охладить.
Оборудование простейшей кузницы
Мы будем рассматривать работу в простейшей кузнице с минимальным набором механизации. В оборудование кузницы входят следующие приспособления и механизмы: это прежде всего наковальня, (основной станок кузнеца), горновая печь на твёрдом топливе, нагнетательный вентилятор для поддува воздуха в горн, заточной станок. Для сверления, крынцевания (зачистки изделий) подойдёт бытовой электроинструмент.
И никуда мы не уйдём от пневмомолота двойного действия, с весом падающих частей от 50 до 150кг. Сразу оговоримся, не в коем случае не берите пневмомолот простого действия. Как его распознать, рассказано в главе «Работа на пневмомолоте». В настоящее время даже нет необходимости рассматривать кузницу без молота. Только любительская кузница может существовать без пневмомолота. Трудозатраты в ней будут такие, что придётся постоянно вкладывать в неё средства, и она не окупится, даже на эксклюзивных изделиях.
Применение механических устройств для ковки (мехкувалд, мехмолотов с механическим приводом, «шлёпов» (молотов с ручным или ножным приводом), ситуацию не улучшат, из-за затруднительной работы на них, а «шлёпы», если и дадут какие-то удобства, то только за счёт больших физических затрат сил кузнеца. Для любителя они подойдут, но сразу откиньте эти механизмы, если вы хотите заниматься ковкой профессионально. Сейчас, не сложно и не дорого, можно приобрести б/у пневмомолот двойного действия с весом падающих частей от 50 до 75кг в довольно хорошем состоянии. В советское время их было выпущено достаточно много для нужд сельского хозяйства и ремонтных служб.

Большое значение, при работе в кузнице имеет правильная организация рабочего места.
Во-первых, помещение желательно подобрать с двумя выходами. Это более безопасно в противопожарном отношении, и улучшается вентиляция, особенно в летнее время (подробно в главе «Нагревательные устройства и оборудование»).
Во-вторых, горновая печь должна быть устроена так, чтобы в ней можно было нагревать длинные заготовки (обычно до двух метров). Под печью лучше всего разместить ёмкости под охлаждающие жидкости и промежуточную ёмкость под отходы горения и горячие обрубки.
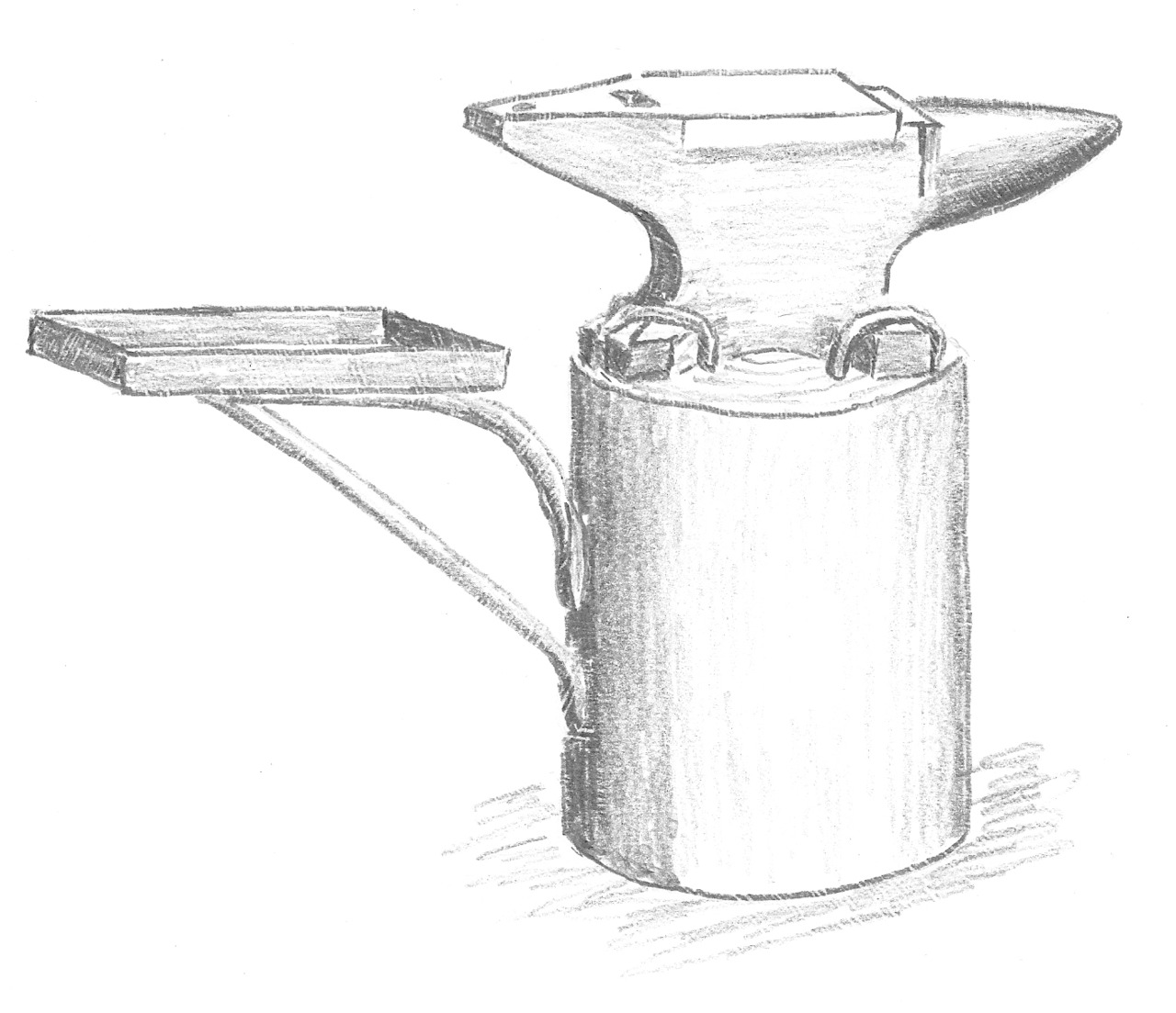
Наковальню необходимо установить на расстояние примерно 1,5 шага от горна. Это обусловлено естественными физиологическими свойствами движения кузнеца при укладке поковки на наковальню: берётся заготовка из горна, делается полшага назад, поворот на 180о, ещё полшага на поворот, остановка от наковальни обычно в полушаге. Более дальнее расположение будет создавать некоторые неудобства, как и более ближнее.
Сбоку установите молот, на расстояние не менее чем три шага от горна (обычно 3—5шагов), лучше, чтобы скоба управления глядела на рабочее место кузнеца, но так, чтобы опасные зоны молота (см. «Работа на пневмомолоте») не глядели на другие рабочие места (в этом случае будет лучше, если молот будет расположен со стороны хобота наковальни). Повыше скобы молота установите фартук (если его нет), он будет служить предохранителем от падения поковок на ноги и одновременно стеллажом, для часто используемого инструмента.
В противоположной стороне, от молота, установите верстак с рихтовочной плитой. Кузнечные тиски устанавливаются, или на верстак, или на отдельное основание. Не устанавливайте тиски в хвосте наковальни и на основание (под) горна, это не очень удобное место, они будут постоянно мешать в работе.
Под хвостом наковальни сделайте небольшой столик, размером примерно 400 на 300 мм, под постоянно используемый инструмент. Для того чтобы инструмент не падал со столика, сделайте на нём буртики. Расположите его на уровне основания наковальни, отступив от пня (чтобы было окно под длинные поковки вставляемые в отверстия наковальни) на 80—120 мм. Важное значение имеет высота установки наковальни, от этого будет зависеть удобство в работе. Высота определяется так: опустите руки, ладони сожмите в кулаки и поднимите на них большие пальцы, кончики пальцев точно указывают оптимально-приемлемую высоту зеркала наковальни.
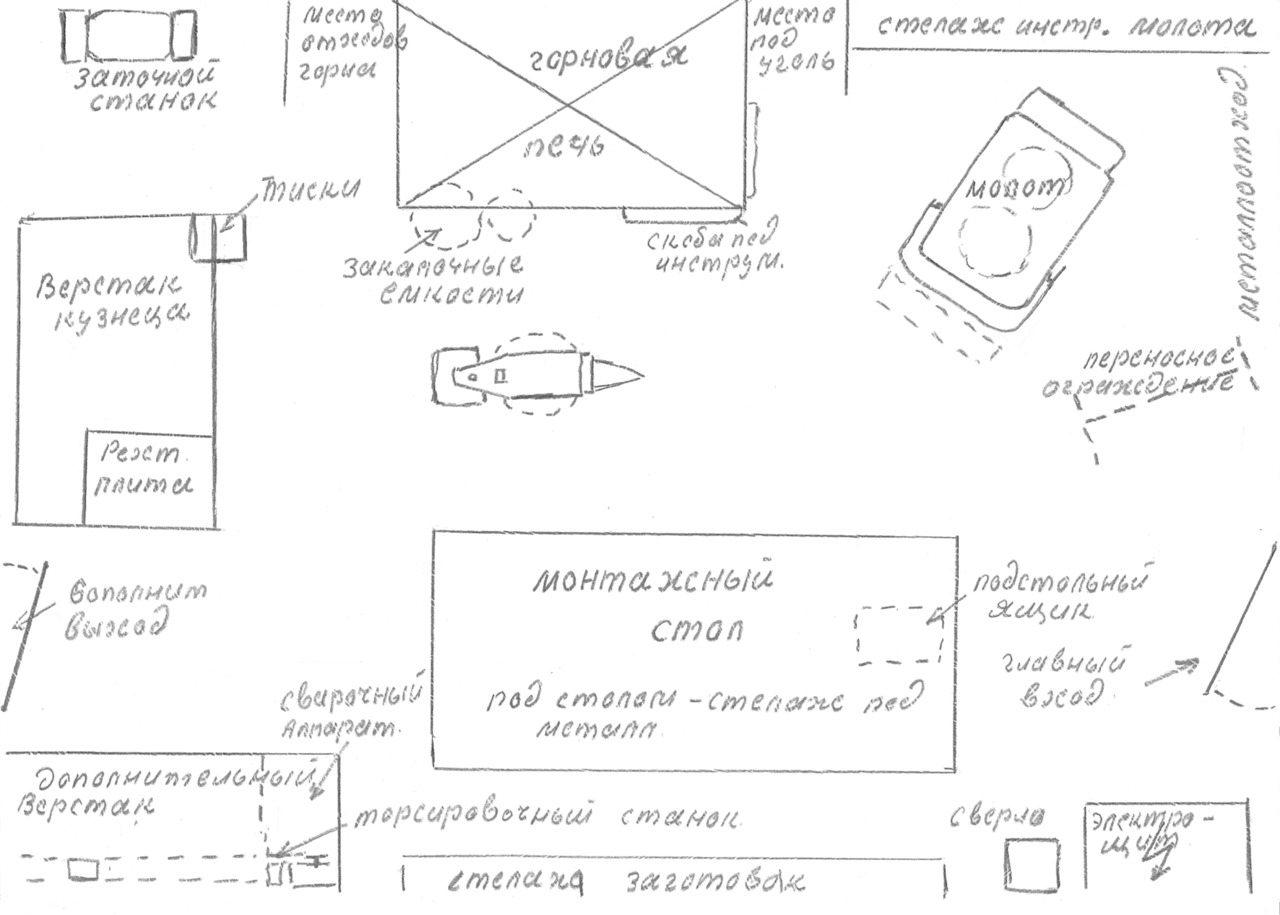
Остальное оборудование: стеллажи, верстаки для сборки изделий, сварочный аппарат, сверлильный, отрезной и заточной станки, сборочные столы, располагайте так, чтобы оно не мешало и не загораживало помещение и проходы, а в работе не мешало технологическому процессу.
Примерная схема расположения оборудования кузницы.
Топливо и нагревательные устройства
Приступая к работе в кузнице мы должны определится с нагревательными устройствами, от простого кузнечного горна до нагревательных печей. В мелких кузницах основным нагревательным устройством является горн на твёрдом топливе (уголь). Он наиболее прост в устройстве и работает на многих видах твёрдого топлива, и в то же время имеет самый низкий КПД, порядка до15% и требует большого количества твердого топлива (угля), от древесного до графита.
Твёрдое топливо (уголь)
Основным топливом для нагрева заготовок и поковок в простейшей кузнице является каменный уголь и его производные (кокс, графит, и др.). Достоинства угля — это его высокая теплотворность и лёгкость работы с ним, а также простое устройство нагревательных печей, которые не требуют сложных регулировочных и защитных устройств. Недостаток — высокое потребление топлива при низком кпд. Потребление топлива снижается в зависимости от его твёрдости и теплотворности. Если взять самый низко калорийный (Подмосковный или Экибастузский), то вряд вы нагреете в горне объёмную поковку, или нагреете с большой трудностью, потратив большой объём угля. Подмосковный ещё и потравит вас угарным газом, Экибастузский подарит вам шлаку более половины объёма — значит эти угли не годятся для горна и приобретать их незачем. Многие приобретают их из-за дешевизны, но вы потратите на них гораздо больше и времени, и нервов, и, наконец, тех же денег. Длиннопламенный котельный уголь будет давать хороший нагрев, но и при хорошем расходе, и составит неприятность в виде большого пламени, которое будет вас обжигать при приближении к горну, зимой терпимо, но летом, да в жару! Сами понимаете… Хорошие показатели у Уральского угля: прекрасно горит, даёт достаточно высокую температуру, имеет низкую зольность и сгорает не так быстро (для кузницы это, пожалуй, самый лучший). Таким же является и древесный уголь, но он не переносит усиленного дутья, а недостаток его — довольно большой расход и быстрое сгорание. А если ещё прибавить стоимость? Можно использовать и Кузнецкий уголь, но желательно мешать его с антрацитом в пропорции 2 к 1. Антрацит имеет высокую температуру горения, но его недостатки — трудно разгорается даже дутьём, быстро гаснет без дутья, а из-за высокой температуры спекается в монолит (и это, пожалуй, его главный недостаток). При этом шлаки затекают в отверстия колосника и быстро засоряют его, вот для чего лучше использовать его в смеси. В этом случае шлаки будут перемешиваться, тяжёлые антрацита с лёгкими и пористыми кузнецкими и не засорять отверстия колосников. Есть свои недостатки и у кокса. Кокс тяжело разгорается и, кроме всего прочего, не переносит усиленного дутья в горне, начинает быстро сгорать. Работая с коксом никогда не увеличивайте резко дутьё, лучше дать умеренное, дайте просто больше время ему разгореться или добавьте для розжига немного другого угля, кроме антрацита.
И отдельно о графите. Результаты прекрасные, хорошо горит, без пламени, только синие всполохи, весь жар концентрируется внутри кучи, переносит любое дутьё, имеет очень низкий расход при высокой теплоотдаче и практически полное отсутствие шлака. Но есть и одно существенное «но»: из-за быстрого нагрева можно легко сжечь заготовку. Нельзя на долго оставлять поковку в раскалённом графите, она быстро насыщается углеродом, а если ещё и попали катализаторы, то насыщается на всю глубину. А самые главные недостатки — это его высокая стоимость и трудность розжига. Для розжига потребуется котельный каменный уголь, предварительно разожженный до высокой температуры.
Так какой уголь лучше? Я считаю, что идеального угля нет, у каждого есть свои преимущества и недостатки. Лучше всего применять смесь углей. Исключив работу с Подмосковным и Экибастузским. Смеси подбирайте индивидуально, в зависимости от сортов угля. Примерно я дам некоторые рецепты: если Уральский или Кузнецкий уголь и у вас есть антрацит, то добавляйте антрацит, но не более трети объёма. Если кокс плюс антрацит, то 1 к 1. И мой вам совет: не применяйте антрацит, по возможности, в чистом виде.
Разбейте куски угля на мелкие фракции диаметром 2—4см, они лучше горят и держат тепло, легче разгораются.
Никогда на долго не оставляйте заготовки в разогретом угольном горне, это может привести к насыщению стали углеродом или, в некоторых случаях, выгоранию углерода. Что повлияет на механические свойства стали.
При работе на твёрдом топливе старайтесь чтобы уголь постоянно был в куче. Начинающие часто делают ошибку: увидев наиболее жаркое место в угле (это наиболее касается низкокалорийных), стараются освободить это место от не горящих углей, чтобы быстрей нагреть заготовку, но получают обратный эффект — уголь быстро гаснет. Поэтому, лучше собрать уголь в кучу и для более быстрого возгорания добавить свежую порцию, немного уменьшив дутьё, через небольшое время уголь разгорится в полном объёме.
Закончив работы с нагревом (перерыв, перекур, временное занятие другими видами работ т.п.), уменьшите дутьё и подсыпьте порцию свежего угля, не перемешивая его с горящим. Это позволит вам сохранить объём горения без дутья, а при включении дутья — быстро поднять температуру.
И во всех случаях, при добавке свежей порции топлива, не перемешивайте его сразу с горящем, дайте свежему углю разгореться. Ни в коем случае не пользуйтесь для розжига угля свежей порции жидким топливом, это может привести к сильной вспышке или, ещё хуже, детонации.
Несгоревший шлак удаляйте при средней температуре горна, с наименьшим дутьём, т.к. шлак при высоких температурах может находится в расплавленном виде. И по возможности, после удаления шлака прочистите отверстия колосников. Шлак и негорючие остатки поместите в промежуточную ёмкость (металлический ящик или бочку) до полного их охлаждения. Осевшие на под горна легкие фракции не выбрасывайте, соберите их в специальный ящик или бочку и используйте их как теплоизолирующий материал при отжиге стали, для медленного охлаждения поковки, закопав или засыпав её до полного охлаждения.
Закончив работу, выключите дутьё, немного разгребите горящий уголь, но в пределах колосников. Всё! Не выкидывайте его, ни в отход, ни в промежуточную ёмкость. Самое безопасное место в пожарном отношении — это горн. Оставьте уголь в горне.
Убирайте горн только в начале работы, когда уверены, что он полностью остывший. И в то же время, освобождайте промежуточную ёмкость и выносите отходы поковок. Никогда не выбрасывайте не остывшие отходы на улицу, даже в шлак, в нём всегда содержатся несгоревшие остатки топлива, и они могут воспламениться, а ветер сыграет роль поддува.
Нагревательные устройства
Основным нагревательным устройством в кузнице является горновая печь (или проще — горн). В отличие от других устройств: газового горна, нагревательной печи на газовом или жидком топливе, горн на твердом топливе отличается простотой в устройстве и отсутствием сложных предохранительных устройств (вентиля, клапанов, редукторов и др.). И этим компенсируется его низкий КПД.
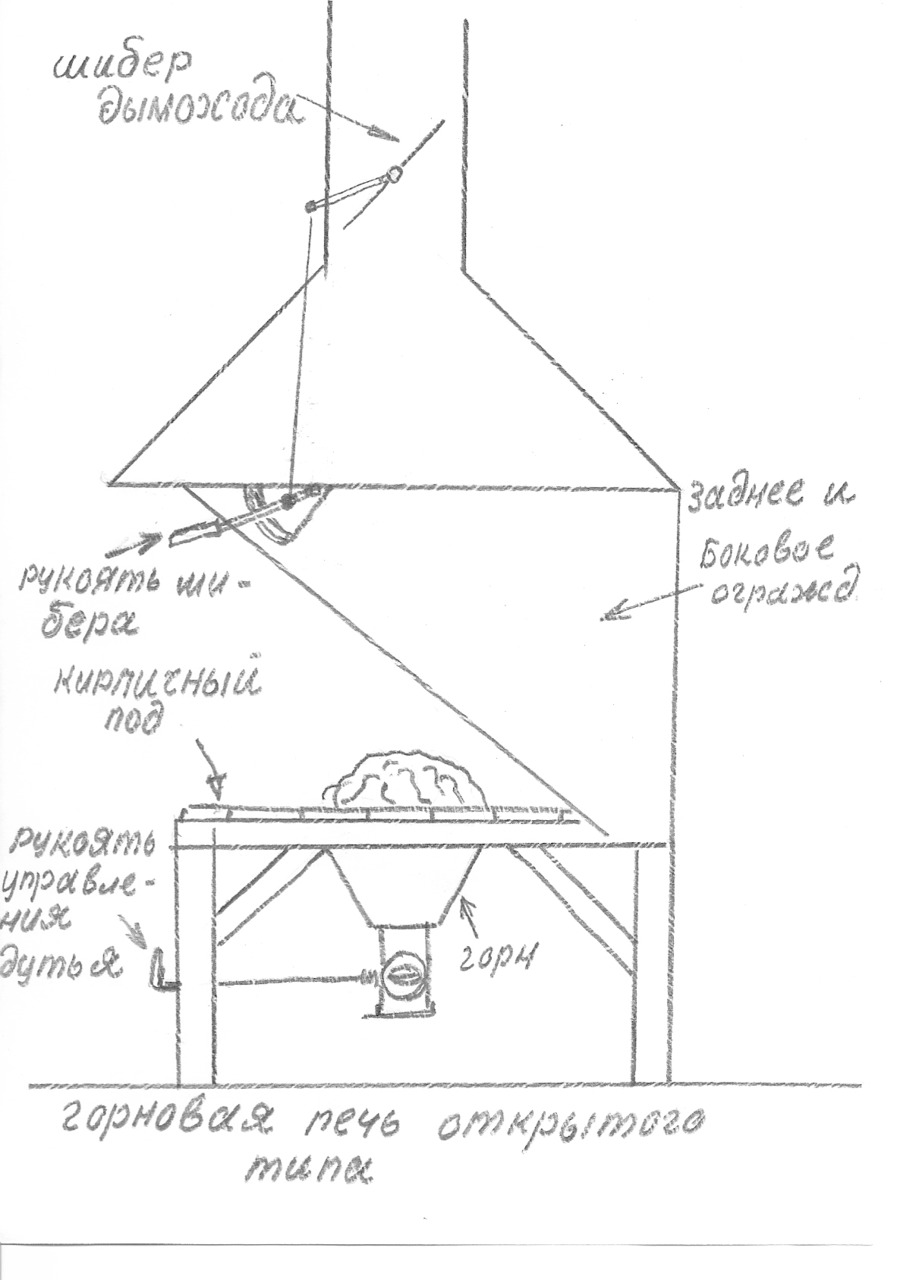
Не старайтесь сделать горновую печь со сложными отражателями, клапанами, воздуховодами и дымоходами. Сделайте простейший горн, вот одна из простейших схем горна и горновой печи
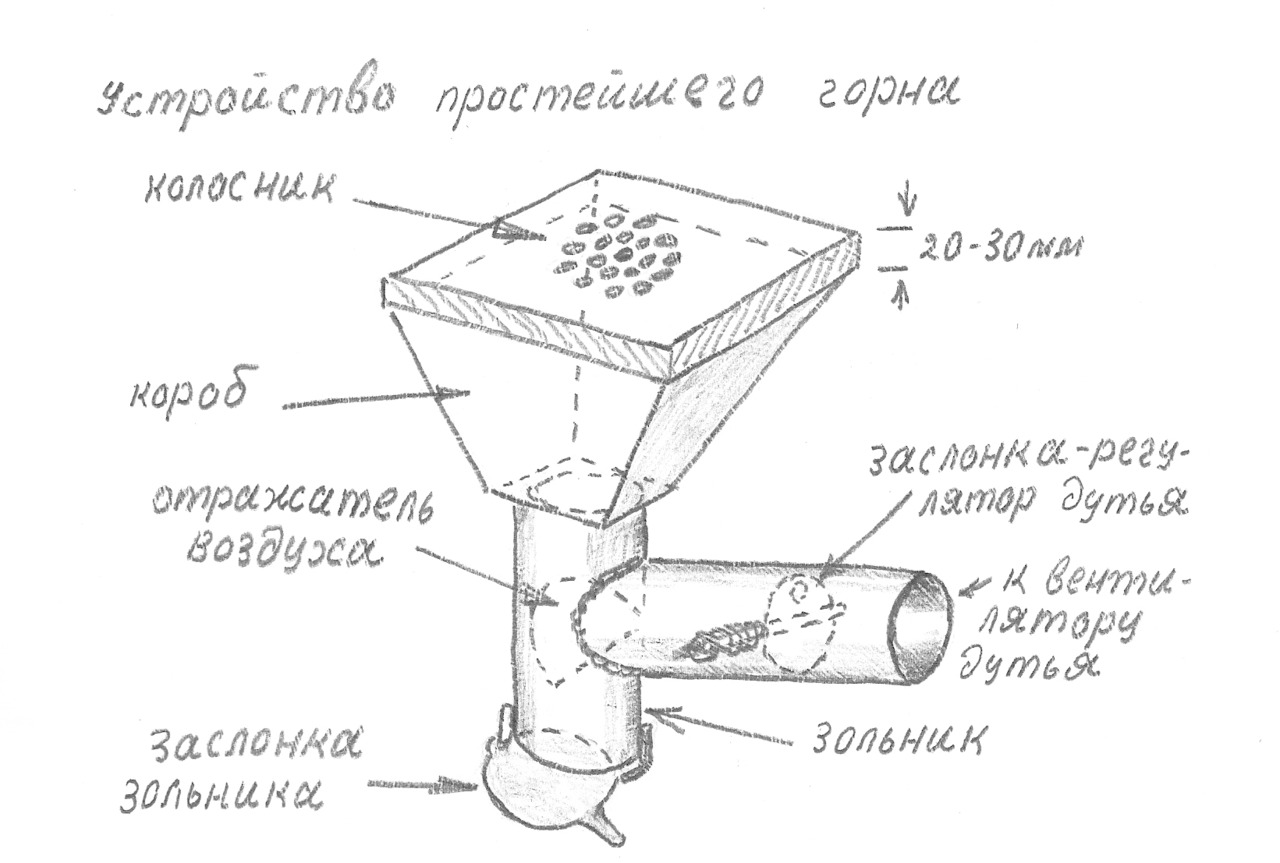
Основным элементом горна является короб, к которому приварена труба-зольник, с заслонкой в нижней части, для удаления несгоревших фракций топлива, просыпавших через отверстия колосника. Примерно в середину вварена вторая труба под углом 90°. Для поворота потока воздуха вверх к колоснику, установлен отражатель на 5 — 10 мм ниже нижней кромки приваренной вводящей трубы, под углом от 35° до 55°, перекрывая половину трубы-зольника. Угол определяется опытным путём так, чтобы поток воздуха шёл точно вверх на колосник. Колосник — стальная плита толщиной 20 — 30 мм, с отверстиями 10 — 12 мм, расположенными по кругу. Почему стальная? Её не поведёт от высокой температуры? Часто задают такой вопрос. Очень просто, колосник в данном горне постоянно обдувается холодным воздухом, который, проходя через отверстия колосника нагревается, отбирая тепло от плиты. За более тридцати лет работы с такими горнами, колосник у меня ни разу не прогорел, за исключением только тех, которые были тоньше 20 мм. В трубе ввода воздуха стоит заслонка простого типа, пластина на оси, регулировка которой производится поворотом оси с помощью рычага. В пластине просверлено отверстие до 10 мм для подачи малой порции воздуха, поддерживающий горение при холостой работе горна. Вентилятор можно применять любой, но, конечно, лучше нагнетательный, мощностью от 500 Вт до 2,5 кВт. Лучше вентилятор дутья устанавливать так, чтобы забор воздуха происходил с улицы, от этого может зависеть работа вытяжной трубы, так как забор воздуха внутри помещения может снизить тягу трубы.
Сзади и с боков прикройте горновую печь листами железа, это так же улучшит отсос газов. Боковые листы не должны полностью закрывать горн, низ лучше сделайте открытым, это позволит класть в него длинные элементы поковок. И такое расположение листов ограждения, создаёт пониженное давление и завихрение в задней части, куда устремляются лёгкие фракции золы и оседают у задней стенки, а не летят на работающих и в помещение.
Отвод газов из горновой печи можно производить через трубу естественной тягой или с помощью вентилятора-дымососа. И самое главное, не ставьте дополнительный отсасывающий вентилятор в помещении кузницы. Лучше поставьте нагнетательный или реверсивный (отсос-нагнетание). Когда работаете с горящим горном, воздух лучше нагнетать в помещение, создавая дополнительное давление, этим вы усилите тягу в трубе или дымососе, а регулировку тяги производите шибером вытяжной трубы. При наддуве воздуха вы понизите температуру в помещении, что благоприятно скажется на вашей работоспособности, особенно летом, при повышенных температурах, и газы не пойдут в помещение. А вот при отсосе воздуха из помещения во время работы горна дополнительным вентилятором, тяга в трубе снизится и газы будут поступать в помещение. Включать реверсивный вентилятор в кузнице на отсос можно только тогда, когда не работает горн. Ещё один важный момент: выбирайте помещение с двумя выходами. Это позволит вам естественно проветривать помещение сквозным потоком воздуха, и увеличит противопожарную безопасность в непредвиденных случаях.
Школа ковки
Школа ковки
ШАГ ПЕРВЫЙ
Этот раздел для тех, кто впервые решил попробовать себя в ковке.
Что такое ковка? Ковка — это прежде всего труд, труд, требующий не только желания им заниматься, но и навыков, необходимых в данной работе.
С чего начать?
Начните с теории, просмотрите учебник по Технологии металлов, для начала подойдёт учебник для ПТУ и техникумов, в нем проще всё сказано, без лишних слов.
Определим основные кузнечные операции, которые нам придётся освоить:
— Вытяжка металла;
— Обсадка (осадка) металла;
— Высадка металла — сюда входит штамповка и фактуровка (нанесение пробитого рисунка на поверхность);
— Рубка металла;
— Гибка металлов;
— Пробивка и прошивка отверстий;
— Торсировка или скручивание заготовок.
— Сварка и провар металла (кузнечные способы);
— Уплотнение металла и нанесение наклёпа на поверхность;
— Термообработка поковок.
Освоение этих операций составляет весь основной спектр кузнечных работ. Но, чтобы освоить их в полном объёме, вам понадобится не мало времени и труда, придётся перековать тонны металла. Научившись этим операциям, вы освоите ковку на профессиональном уровне, и не встанете в тупик, когда придётся изготавливать (ковать) незнакомое изделие.
Какие стали чаще всего приходится ковать? Старые кузнецы определяли их так: «глина», «резина», «сухарь».
Низкоуглеродистые стали с содержанием углерода С2 — до 0,15% («глина»).
Среднеуглеродистые стали с содержанием углерода С2 — от 0,15% до 1,0% («резина»).
Высокоуглеродистые стали с содержанием углерода С2 — от 1,0% и выше («сухарь»).
Чугун, сплав железа с углеродом с содержанием углерода С2 — более 2,0% (не куётся)
Часто в руки кузнеца попадают стали марганцовистые, их можно определить по грязно-красному цвету окислов сразу после ковки (не путайте с цветом ржавчины), цвет же окислов на других сталях серо-синий. Эти стали часто сбивают с толку неопытных кузнецов. Особенно при изготовлении инструмента: сталь вроде упругая, «углеродистая», но увы, при небольшом нагреве, что происходит при работе данным инструментом на горячем металле, становится «вдруг» мягкой (содержание марганца до 5,0% — сталь конструкционная, до 12,0% — марганцовистая)
Прежде, чем приступить к работе вначале изучим таблицу цветов нагрева сталей:
550°С — 650°С — от тёмно-коричневого до тёмно-красного
650°С — 720°С — от тёмно-красного до тёмно-вишнёвого
720°С — 800°С — от тёмно-вишнёвого до светло-вишнёвого
800°С — 900°С — от светло-вишнёвого до светло-красного
900°С — 1000°С — переход в оранжевый цвет
1000°С — 1150°С — тёмно-жёлтый (тёмно-соломенный)
1150°С — 1250°С — светло-жёлтый (светло-соломенный)
1250°С — 1300°С — ярко-жёлтый с переходом в белый (точка плавления чугуна,) температура сварочного жара.
1300оС и выше — белый (переход в расплав, рассыпание высокоуглеродистой стали, точка провара металла).
Основные инструменты кузнеца
НАКОВАЛЬНЯ: Основной инструмент (станок) кузнеца, на котором производится ковка металла. Вес наковальни, которая необходима для работы, определяется просто: берётся вес молота (кувалды) и увеличивается в 10—20 раз. Обычно стандартная наковальня весит 90 кг
Основные названия частей наковальни: тело — самая массивная часть наковальни; лицо или зеркало — верхняя поверхность (рабочая, самая прочная часть); рог — круглый уступ; хвост — плоский уступ; кромка — внешняя и внутренняя грань наковальни; мягкая площадка — между рогом и зеркалом (с уступом); два отверстия в хвосте, одно круглое до 16 мм, другое квадратное от 28х28 до 35х35 мм.
Бывают и другие виды наковален, но это уже специализированные инструменты и работать на них сложнее.
РУЧНИК: Тяжёлый молоток кузнеца, весом до 2,5 кг, основной рабочий инструмент. Насажен на деревянную рукоятку, (дерево; берёза, орех, черемуха, рябина и другие, но не ель, сосна, дуб, ольха и другие «хрупкие» породы). Длина рукояти, от отведённого в сторону большого пальца до сгиба локтя.
Как правильно работать ручником:
Удары ручником бывают: кистевые, локтевые и плечевые.
Кистевые: лёгкие удары, которые наносятся на поковку при правке, доработке. В этом ударе работает только кисть руки.
Локтевые: основные удары, которыми работает кузнец. Исходное положение: ручник на плече, толчок рукой, ручник идет вниз, удар.
Плечевые: удар с плеча. Исходное положение: ручник на плече, толчок с подъёмом вверх, импульс с верха, удар.
При ударах ручником кисть руки должна быть свободна, не напряжена. Импульсы при ударе посылаются дважды: первый толчок с плеча, далее свободное падение ручника и второй импульс в момент удара по поковке (как в карате или боксе). При напряжённой кисти удар гасится (слабеет), но отдача в руку сильнее. Ни в ком случае не сдвигайте траекторию падения ручника, не бейте с потягом на себя или от себя, при этом значительно слабеет удар и нельзя использовать энергию отдачи для возврата ручника на плечо. Результат: затраты энергии выросли, а работа уменьшилась, быстро устаём.
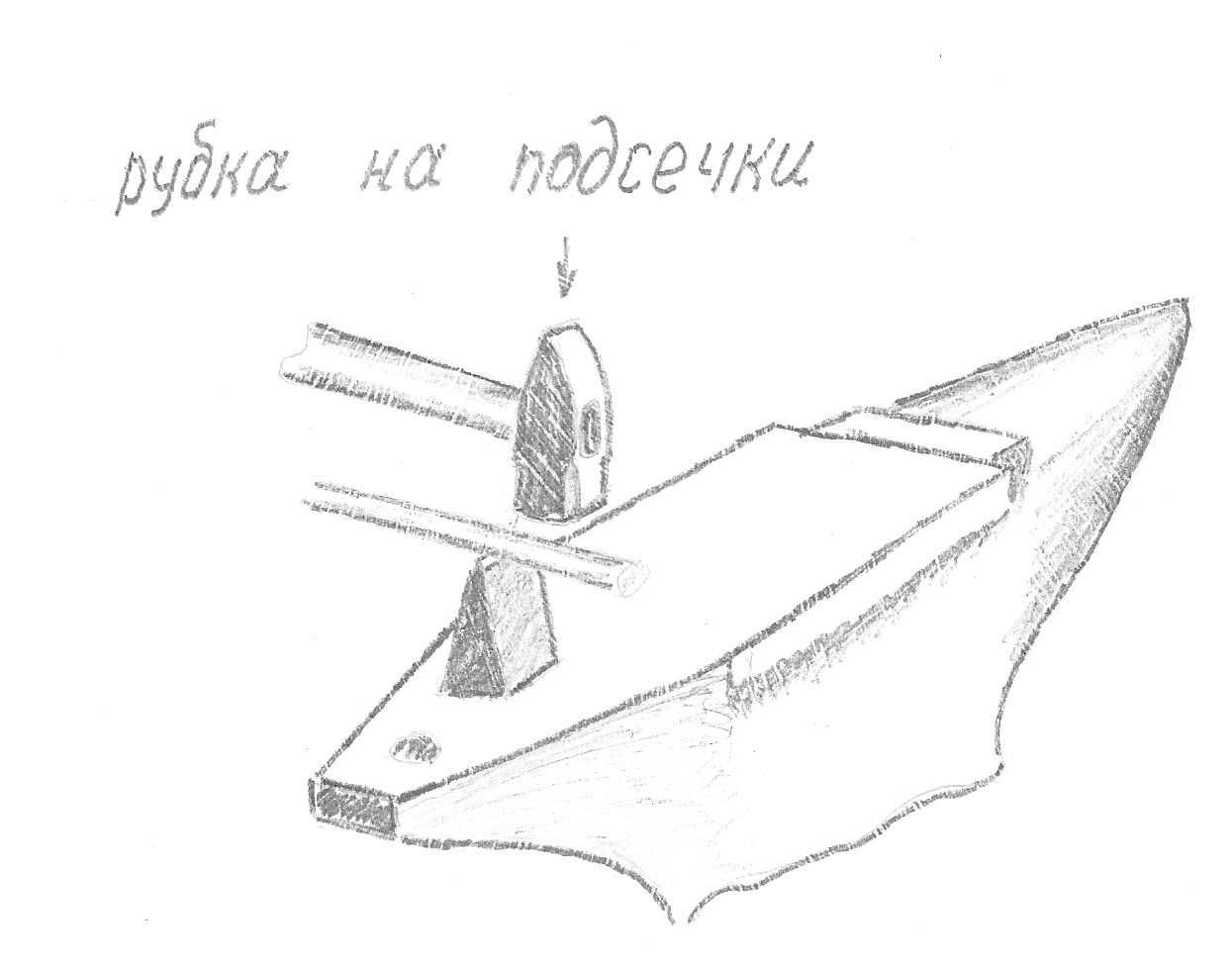
ПОДСЕЧКА: Инструмент-нижник. Предназначен для рубки заготовок методом наложения заготовки на рабочую заточенную часть и ударами по заготовке ручником. Имеет вид зубила с квадратом в нижней части, предназначенным для установки в отверстие наковальни.
С чего начать?
Начнём с нагрева металла.
Заготовку, пруток или квадрат 10—12 мм, длиной 600—700 мм, поместим в горн, так, чтобы конец прутка находился в центре пламени. Нагреваем, пруток начинает менять цвет от тёмного до красного, наконец, он исчезает, становится невидимым, температура прутка равна температуре пламени. Достаём пруток, он светится или соломенным, или светло-соломенным цветом, это температура ковки. Металл стал пластичным и легко деформируется под ударами ручника. Если мы нагреем пруток до более высокой температуры (до белого каления), металл начинает гореть, идёт интенсивное окисление, раскидывая во все стороны звёздочки искр. Металл перегорел. В нем появились изъяны в виде канавок, а высокоуглеродистый рассыпается под ударами.
Упражнение — рубка на подсечке:
Положим разогретую заготовку на подсечку и ударами ручника отрубим небольшой кусочек. Как рубить? Стоя в полуоборот к хвосту наковальни, хвост должен быть со стороны руки держащей ручник. Другая рука держит заготовку горизонтально зеркалу наковальни. Первый удар наносим не сильный (примерочный), затем сильными рубим, в конце рубки удар ослабеваем и немного сдвигаем ручник в сторону отрубаемой части. При таком способе отрубаемый кусок раскаленного металла падает вниз на пол, а не летит вверх или в сторону.
Упражнение первое:
Разогреем заготовку (в данном случае пруток), поместим его на внешний край наковальни и будем вытягивать конец прутка. Метод: удар-поворот.
Ударяем ручником по раскаленному концу прутка, во время подъёма ручника для следующего удара, проворачиваем на 90° пруток, при следующим ударе проворачиваем пруток в обратном направлении. Таким приемом вытягиваем конец прутка в заострённый квадрат. Отрубаем квадрат на подсечке, как описано в первом упражнение.
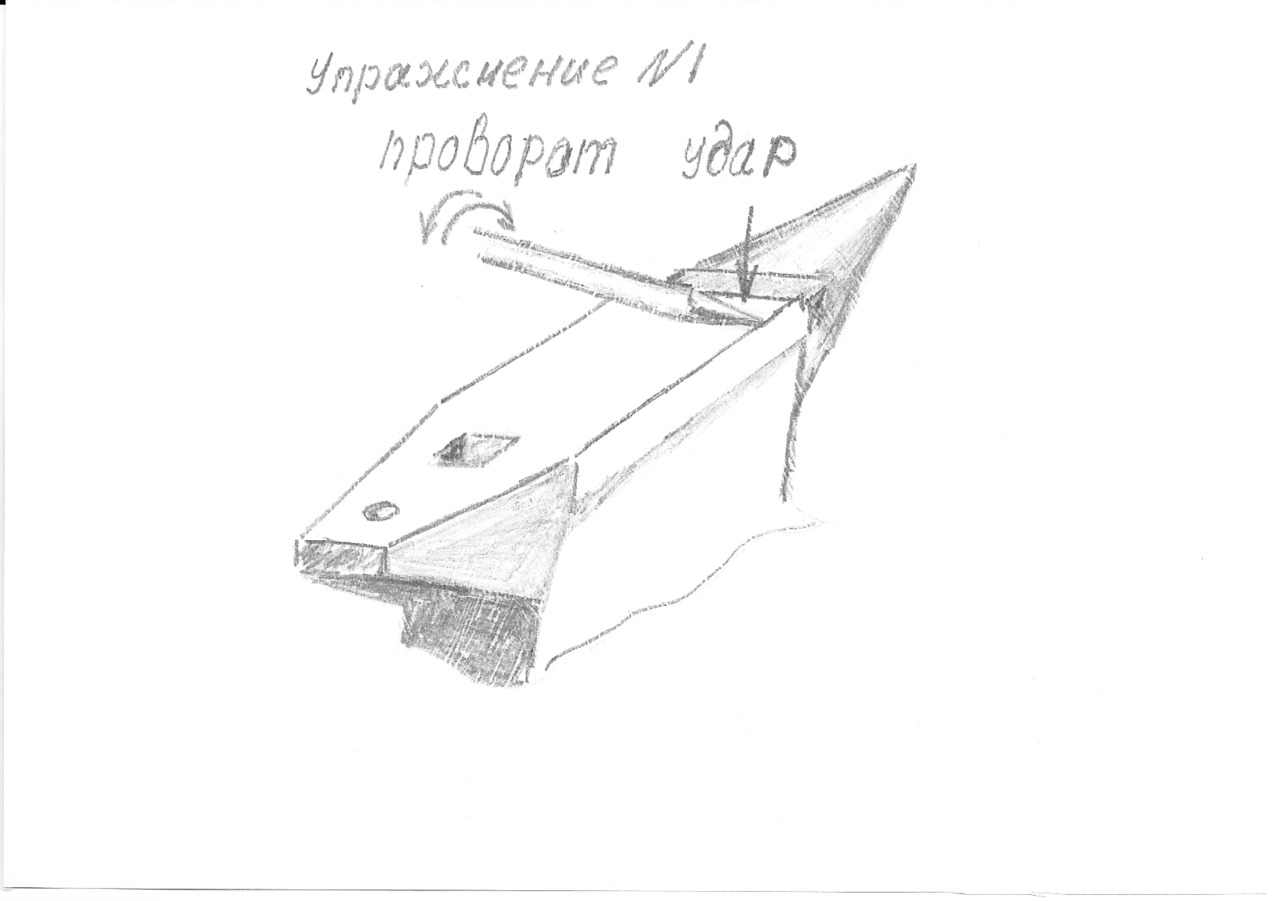
Не сдвигайте пруток на себя, вытягивайте только на внешней стороне наковальни, иначе конец будет не острый
Это упражнение отрабатывает синхронность работы рук, что в дальнейшем скажется на скорости ковки и точности ударов. Повторять его надо каждый раз перед началом работы, пока не достигнете автоматизма работы рук.
Упражнение второе:
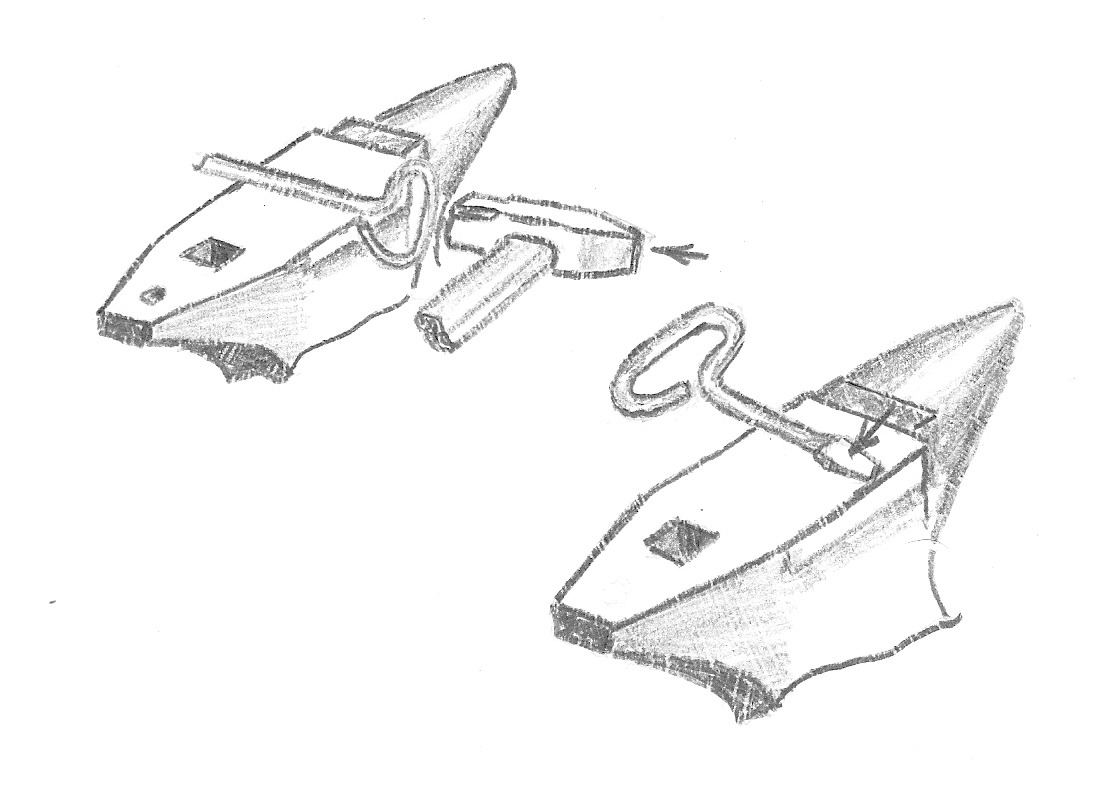
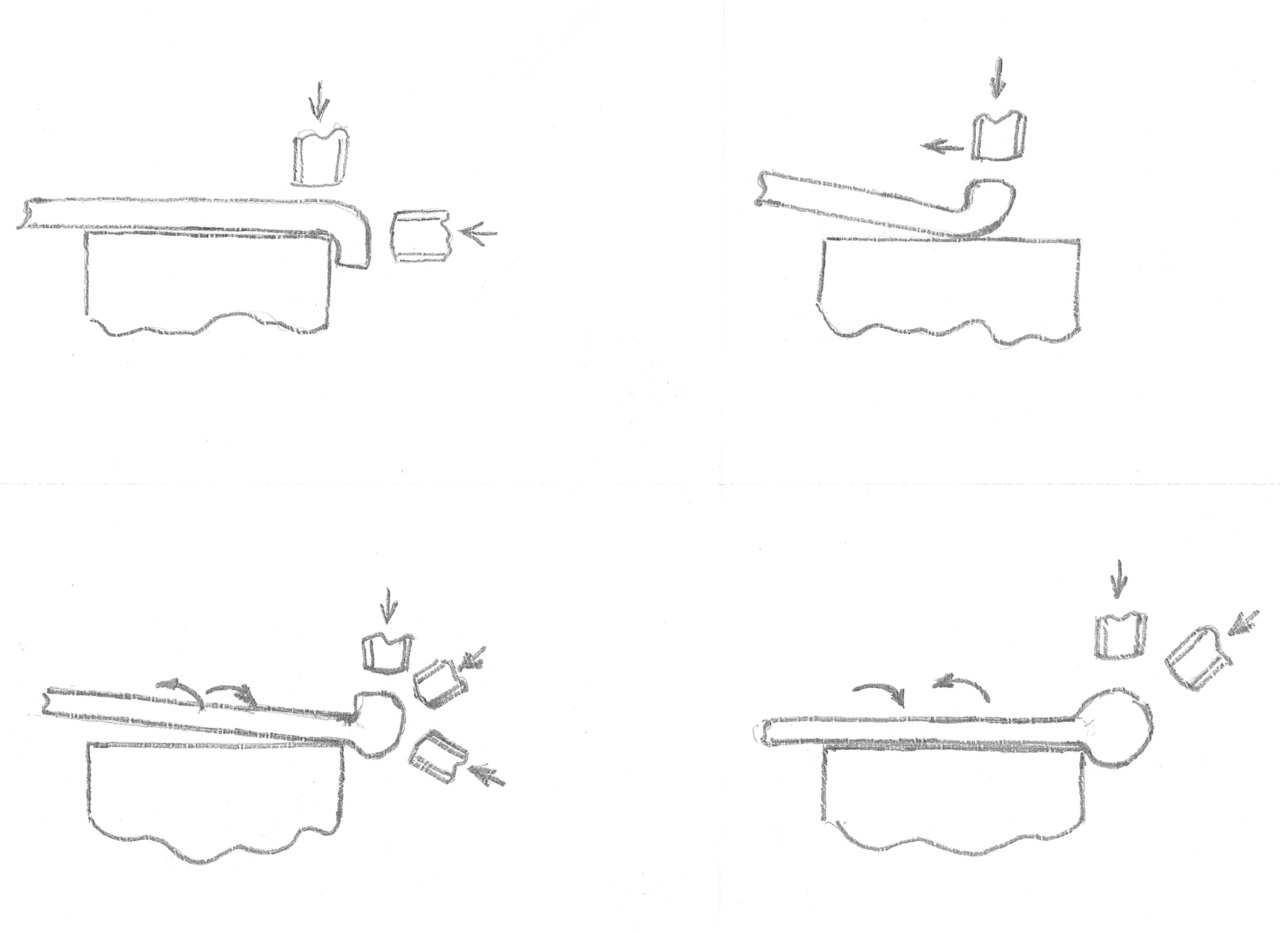
Нагреваем заготовку примерно на 150—200мм по длине. С) Укладываем пруток на наковальню так, чтобы нагретый конец находился за передней кромкой на длину чуть меньшую нагретой части. Резкими ударами ручника по нагретой части гнем её. Ударом сверху, (у кромки наковальни,) и ударом сбоку фиксируем загиб. А, Б) Переносим пруток на хобот наковальни и лёгкими ударами сгибаем кольцо, так чтобы нагретый конец прутка коснулся загиба. Кольцо готово.
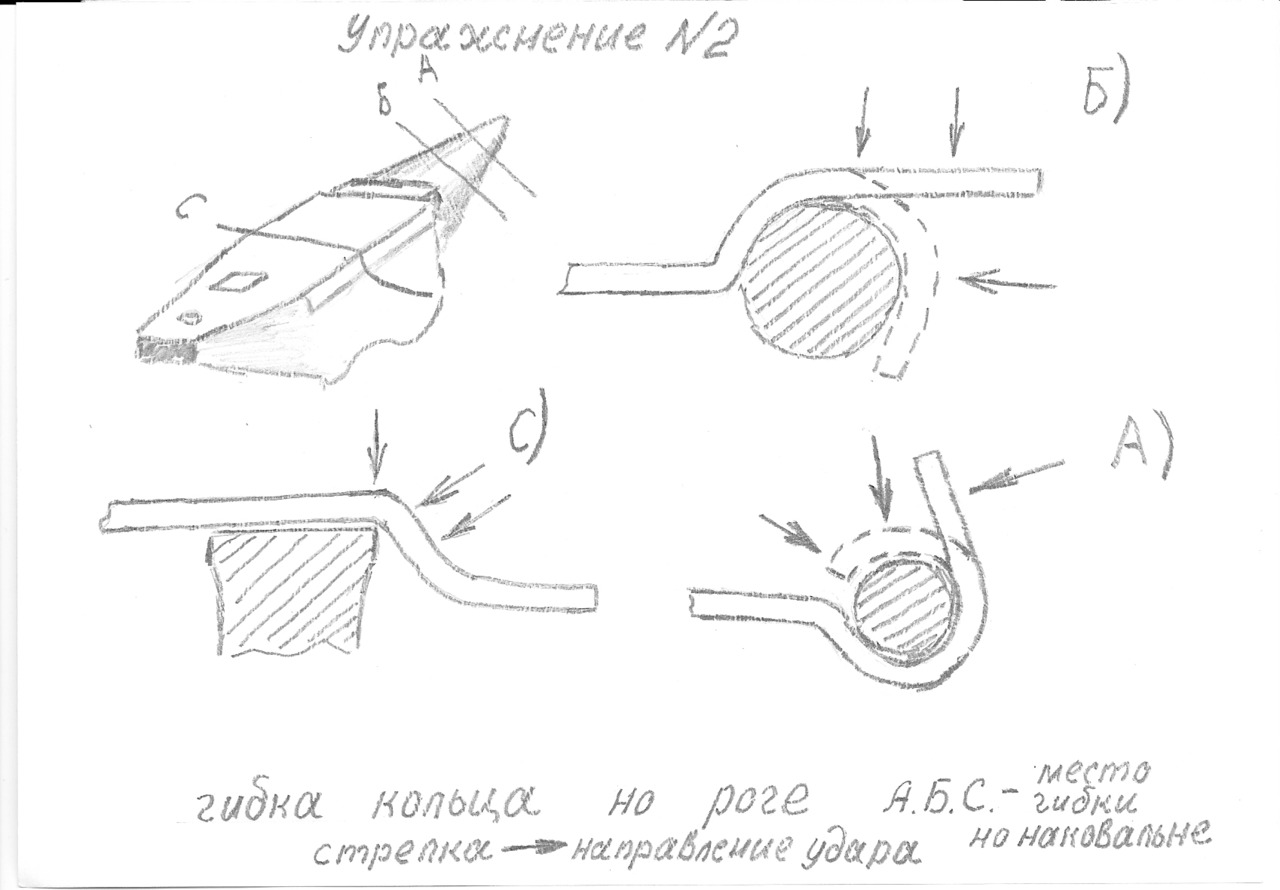
Освоив гибку кольца, перейдите на гибку таким-же образом эллипса. Это упражнение позволит вам свободно перейти на гибку рукояток инструмента.
Упражнение третье:
Освоив гибку кольца и эллипса, на том же прутке, но с другого конца оттянем плоскость и подбив её с боков получим заготовку отвёртки, остаётся только обрубить на подсечке кончик и отвёртка готова. Попробуй тем- же способом изготовить заготовку зубила, шила, монтировки и т. п.
Освоив эти простые упражнения, можно перейти к более сложным. И всегда соблюдайте правило: никогда не наносите сильный удар первым, вначале слабый (пробный), чтобы удостоверится, правильно ли лежит поковка. Затем сильные (ковочные) удары. Это правило соблюдайте при каждой смене позиции ковки.
Упражнение четвёртое:
Возьмём пруток 14—18мм, нагреем конец на 50—60мм загнём его на внешней кромке под 90°. Положим загнутым концом вверх, на зеркало наковальни. Сильными ударами посадим загнутый конец. Затем перенесём пруток на внешнюю кромку так, чтобы выступала обсаженная часть. Ударами ручника под углом в 45—50°, использовав кромку, как подсекающую часть, с небольшими проворотами высадим головку.
Данное упражнение позволит вам изготавливать головку болта, шарик на прутке, цветоложе цветков, головки кованного гвоздя и т. д.
Данные упражнения выполняются одним человеком без привлечения подручного. На освоение этих нехитрых упражнений требуется не так много временив, в среднем около недели. Не забывайте только постоянно повторять упражнение №1, оно необходимо для постановки кузнечного удара ручником.
Ковка гвоздя: Прежде всего необходимо освоить упражнение №4. Освоив изготовление шарика, отрубаем изготовленный шарик с ножкой, длина немного меньше длины будущего гвоздя. Затем оттягиваем ножку упр. №1. Нагреваем шарик и вставляем оттянутую ножку в отверстие гвоздильни (отверстие подбираем по диаметру ножки, которая должна входить в него свободно), чтобы шарик коснулся тела гвоздильни. Гвоздильня должна лежать рабочим отверстием напротив отверстия наковальни Сильными ударами высаживаем шарик в плоскую головку гвоздя. Даём немного приостыть и с обратной стороны резким, несильным ударом выбиваем гвоздь.
Шаг второй
Навыки работы в паре.
Как правило, в кузнице работают два и более человек. Основная работа на наковальне проводится в паре: кузнец — молотобоец. Этим достигается наибольшая эффективность работы и выполнение работ, которые сложно или невозможно выполнить одному кузнецу, без механических средств (молота, пресса).
При работе пары, старшим и ведущим работу является кузнец, молотобоец — подручный или помощник. Основным инструментом молотобойца является кувалда, или ручной молот, остальными инструментами работает кузнец. Молотобоец чётко выполняет указания кузнеца и его команды. ПРОИЗВОДИТЬ УДАРЫ БЕЗ КОМАНДЫ — КАТЕГОРИЧЕСКИ ЗАПРЕЩЕНО. Это может привести к травме и другим последствиям.
КУВАЛДА (ручной молот): — Тяжёлый молоток весом от 4 до 8кг (кувалдой большего веса без навыков и тренировки работать будет сложно и тяжело).
Насаженная на деревянную рукоятку длиной до 750мм без расклинки, т.е кувалда прогоняется с тонкой части рукоятки на утолщённую через всю её длину, до плотного крепления. Только такая насадка обеспечит надёжность.
Команды кузнеца
Кузнец подаёт команды молотобойцу, которые заранее обговорены, или голосом (что лучше всего при начальной работе или во время обучения), или ручником. Голосом: «СТОП», «БЕЙ», «СИЛЬНЕЕ», «МЯГЧЕ» или «ТИШЕ» и другие. Ручником: лёгкое постукивание по хвосту наковальни — «ВНИМАНИЕ! ПРИСТУПАЕМ К РАБОТЕ»; удар по заготовке — «СЮДА»; удар по наковальне — «БЕЙ»; положенный на бок ручник, или постукивание боком — «СТОП — опустить кувалду к ноге, или положить на плечо». При работе инструментами верхниками (гладилками, пробойниками, подбойниками и другими инструментами), команды подаются только голосом.
Работа на наковальне
Кузнец и молотобоец становятся по разную сторону наковальни, со стороны хвоста, образуя угол 45° по кромке наковальни, и 90° друг с другом так, чтобы траектория размаха кувалды и траектория удара ручника перекрещивались и не проходили через работающих.
Начинать работу в паре рекомендую с проковки полосы. Берём пруток диаметром 18 — 24мм, разогреваем, и проковываем полосу, размеры выберем произвольные. Ударом ручника кузнец показывает, куда наносить удар. Затем, ударом по наковальне, или командой «бей» даёт сигнал молотобойцу нанести удар кувалдой. Повторяем приём снова и снова. Силой удара ручника кузнец указывает, с какой силой необходимо бить кувалдой (молотом). Между ударами проворачиваем поковку (упр. №1 школы ковки), до тех пор, пока не остыл металл (720°С). Нагреваем заготовку снова и повторяем операцию. Затем, когда полоса приняла нужный вид, оправляем её гладилкой, и гладилкой же придаём нужные размеры.
Виды ударов кувалдой (молотом)
1. Локтевой — удар, при котором работают только локти рук. Исходное положение: кувалда на плече, рука на плече, где лежит кувалда, держит рукоятку посредине, вторая рука за свободный конец рукоятки и прижата к поясу запястьем. Импульсом толкаем кувалду с плеча и производим удар, ловим импульс отдачи и возвращаем кувалду в исходное положение, при этом рука, держащая за конец рукоятки, от пояса не отрывается, и в работе по переносу кувалды не участвует, а только придерживает её. При этом ударе энергия не высокая, но высокая скорость ковки и высокая точность удара.
2. Плечевой или «косой» — удар, при котором в работе участвуют обе руки. Исходное положение: кувалда на плече, одна рука держит рукоятку посредине, а вторая за свободный конец, но при этом рука не прижата к поясу, а рукоятка скошена в сторону данной руки. Импульсом толкаем кувалду сплеча вверх, в движении переводим руку, держащую за середину рукояти к свободному концу и в момент удара, даём дополнительный импульс. В момент отдачи возвращаем руку обратно к середине рукояти и возвращаем кувалду на плечо. При этом ударе очень высокая энергия удара, высокая точность, но скорость ниже. И этот удар является основным.
3. Маховый — удар производится также, как и при плечевом, но с более сильным импульсом. Кувалда поднимается вверх и отводится назад, затем разгоняется, рука сдвигается к концу рукояти и дополнительным импульсом производим удар. Возврат такой же, как и предыдущем ударе.
При этом ударе энергия ещё выше, но скорость и точность ковки понижается и требуются высокие затраты энергии. Применяются, когда требуется очень сильный удар.
4. Маховый круговой — удар самый сильный, но требует и самых больших затрат энергии, при этом ударе нельзя использовать энергию отдачи, как в предыдущих ударах. Удар производится из положения кувалда внизу, подъём через спину с круговым разгоном и мощный удар. В ковке не применяется из-за низкой точности. Применяется только для рихтовки крупных поковок и тавров, как правило, лежащих на земле, или на невысоких подставках.
В некоторых кузницах, где нет пневмомолотов, а также в старых сельских и городских кузницах применялась для ковки БАБА — болванка в полтора-два пуда (1 пуд = 16 кг), к которой крепились ручки, и два молотобойца размеренно, по команде кузнеца наносили удары, подымая бабу вверх и резко бросая на поковку.
Рубка металла
Мы в предыдущей главе рассматривали рубку на подсечке. Здесь рассмотрим, как рубится металл на наковальне с помощью кузнечного зубила:
КУЗНЕЧНОЕ ЗУБИЛО — инструмент-верхник. В отличии от слесарного зубила, кузнечное имеет отверстие для насадки его на деревянную рукоятку, без расклинки. Некоторые игнорируют это правило, которое выработано поколениями кузнецов, а начинают приваривать металлические. Делать этого не рекомендую, так как дерево является хорошим амортизатором и гасит энергию отдачи, не ломается сразу, (как металлическая, особенно в месте сварки), вначале появляется надлом. Просто её надо добить в отверстие зубила, чтобы надлом вышел в другом конце отверстия и отпилить его. Или заменить новой рукоятью. Рабочая часть зубила может быть расположена, как вдоль рукояти, так и перпендикулярно её, всё зависит от того, какие работы по рубке вы будете производить.
в). Рубка на подложке: Рабочая поверхность (лицо, зеркало) наковальни упрочнена, или накаткой, или поверхностным насыщением углеродом (цементацией). При рубке без подкладки мы можем попортить зубило или зеркало наковальни. Для подкладки используют пластины, примерного размера 8х50х100мм или другого, но не очень большие, из металла средней твёрдости.
Разогретую заготовку кладём на подкладку, сверху ставим зубило, даём команду молотобойцу «бей слабо», так проверяем, как лежит заготовка, затем команда «бей сильно», в конце рубки «бей слабо», это надо для того, чтобы отруб не летел с силой, а просто падал на пол. Не забывайте! Стоять на предполагаемой траектории полёта отруба ЗАПРЕЩЕНО!
а). Рубка на кромке наковальни: Наиболее часто применяемый приём. Рубка на кромке производится так же, как и в первом случае. Те же самые команды. Но заготовка лежит на кромке наковальни, а зубило расположено на заготовке над кромкой или слегка сдвинуто в сторону зеркала, подкладка отсутствует. Рубится, как на ножницах, но отруб летит только вниз.
Не рекомендую рубить на выступе наковальни, он служит для других целей, об этом позже.
3. Проруб: Операция при которой металл не отрубается, на нём только прорубаются канавки, пазы, рисунки и другие. Прорубы могут быть глухие и сквозные. Например, нанесённый прорубом рисунок — глухой проруб, а заготовка, прорубленная под фонарик — сквозной проруб. Операция выполняется, как и предыдущая, без подкладки — глухие прорубы, а с подкладкой — сквозные, может быть использовано в работе зубило, как с продольной рабочей частью, так и с перпендикулярной.
4. Подруб: Операция при которой прорубается паз, часто глубокий, с наклоном, в который вставляется другой элемент ковки и крепится там либо расклёпом, либо шпеньком, либо кузнечной сваркой (в настоящее время применяется редко, заменена электросваркой).
При выполнении операций проруб и подруб надо учитывать то, что при выполнении этих работ металл осаживается и размеры заготовки меняются, помните обязательно об этом.
При рубке нагретого металла нагревается и рабочая часть зубила, в результате чего происходит отпуск закалённых частей инструмента. Избежать этого нежелательного явления можно, если после нескольких ударов охлаждать зубило в воде, или изготовить зубило из углеродистой легированной стали и не закалять его, применять только для рубки горячих поковок.
Учитывайте, что при работе инструментами-верхниками происходит деформация и затыльников, они расклёпываются, появляются трещины. Поэтому внимательно проверяйте состояние инструментов и вовремя устраняйте появившиеся дефекты.
При освоении работ на пневмомолоте мы познакомимся с рубкой металла на данном молоте. Методы и техника безопасности при рубке остаются прежними, но с некоторыми дополнениями и рекомендациями.
Гибка
Прежде, чем начать производить гибку, давайте узнаем, какие нюансы возникают при этой, вроде бы «простой», операции.
На рис.1: a) Пруток или профиль испытывает одновременно сразу две деформации: это сжатие и растяжение. Чем больше диаметр или размеры по толщине, тем эти деформации выше, и поэтому сечение по месту прогиба претерпевает изменения, что может повлиять и на рисунок в художественном изделии, и на сопротивление нагрузкам в техническом; b) и с) При гибки прутков или профилей на наковальне, тисках или других приспособлениях с помощью удара, начинают гнуться профиля или прутки в совсем неожиданных местах. Это во многом зависит от правильного нанесения или направления удара и удержания заготовки. От этого мы никуда не уйдём, поэтому нам придётся периодически проводить гибку (рихтовку) данных прогибов (остановимся ниже) в процессе проведения всей операции. Необходимо будет учитывать и то, что никогда не следует производить удар по тому месту, которым он направлен точно в кромку подкладных или удерживающих устройств. Этим ударом вы просекаете заготовку и тем самым её послабляете (см. рис.1 с).
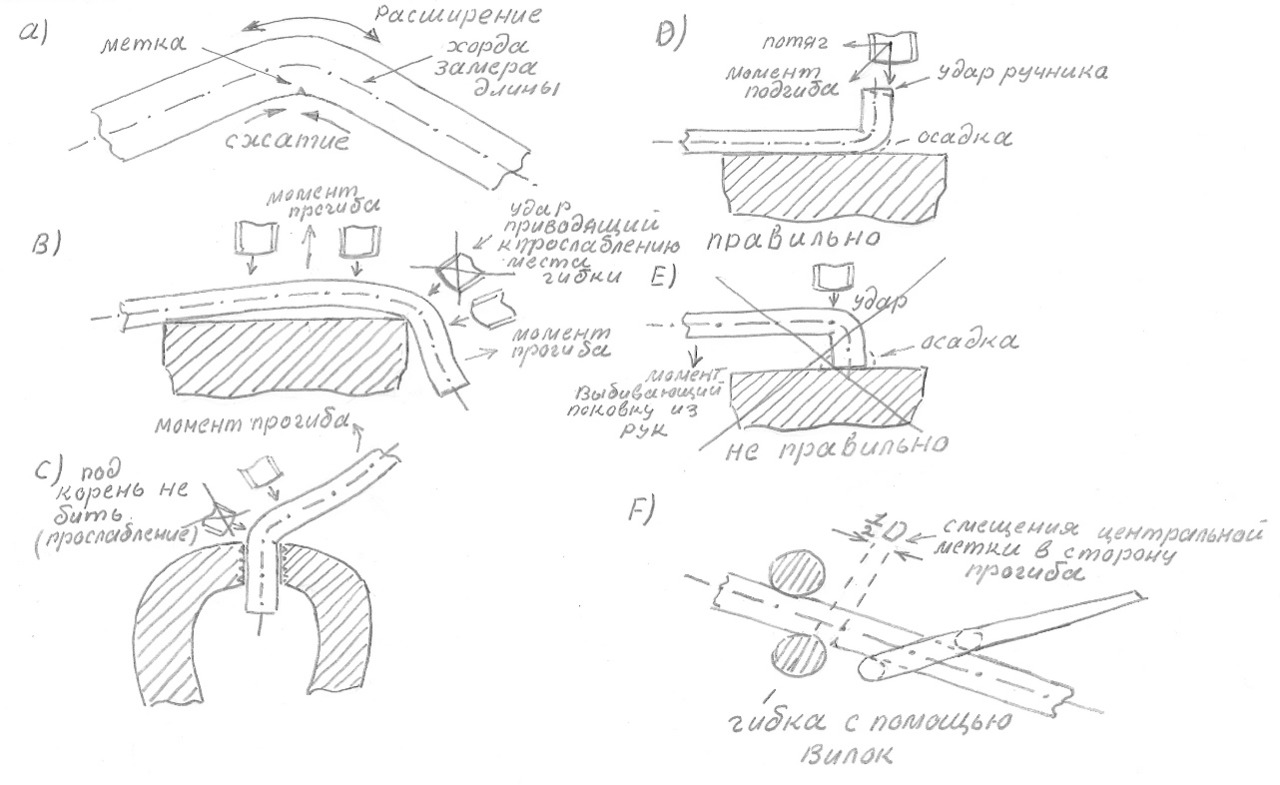
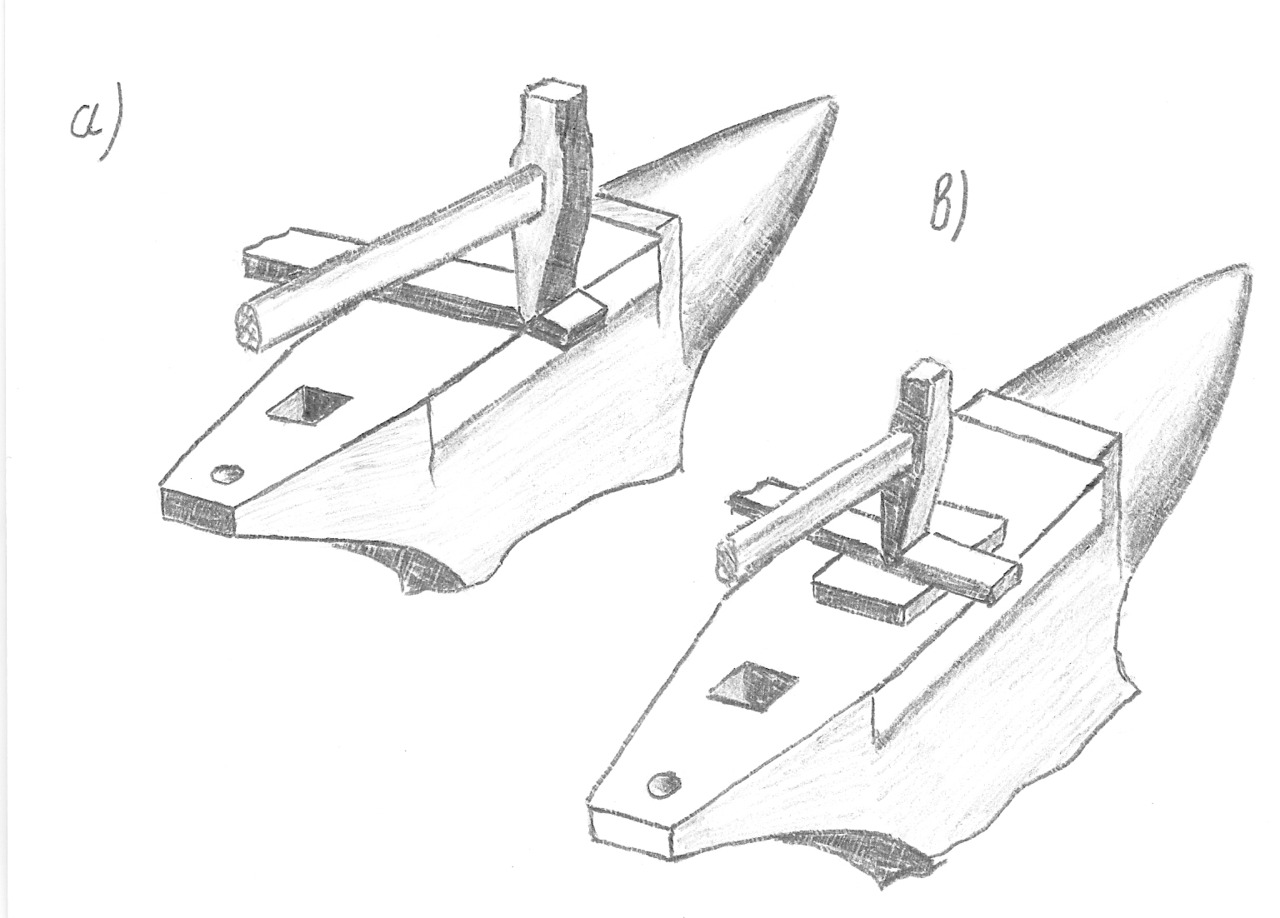
При загибе конца прутка или другого профиля, когда необходимо произвести осадку конца под шарик или под головку, необходимо класть заготовку так, чтобы загнутый конец глядел вверх. Этим вы ставите заготовку на несколько точек (уменьшая тем самым момент отдачи), и учитываете то, что наибольшая осадка идёт в месте прилегания загиба к наковальне.
Очень часто металл в руки кузнеца попадает в виде металлолома. И требует предварительной операции — рихтовки (правки в холодном виде).
Рихтовке подвергаются также длинные поковки: горизонты, вертикали, заготовки под крученные узоры, т.е. все поковки, прошедшие тепловую обработку, так как при охлаждении они, как правило, деформируются
Поэтому на начальном этапе учёбы ученика ставят на рихтовку. Эта работа преследует еще одну цель: научить правильно устанавливать или класть заготовку на рабочее место (на наковальню) и правильно наносить удары. Заготовка кладётся так, чтобы было две точки опоры, а горб выгнутого места глядел вверх. При такой укладке заготовки мы не получим удар отдачи в руку, держащую заготовку. Затем резкий удар наносится по выгнутому месту. «Почему резкий?» — этот вопрос задают часто. При тянущем ударе горб может встать в прежнее положение за счёт внутренней энергии и остаточной «памяти». Вот почему удар резкий. Но резкий удар ещё не значит сильный, сила регулируется рукой и импульсом посыла ручника. Данный навык приходит не сразу, потребуется некоторое время на освоение. На практике — от 2х до 5ти дней.
Как гнуть разогретый металл?
Усилие, приложенное к заготовке при гибке зависит от степени нагрева места гибки. Чем выше нагрев, тем меньшее усилие, т.к. металл более пластичен в месте более сильного нагрева. Поэтому гибка будет происходить в месте наивысшего нагрева. Это правило гибки.
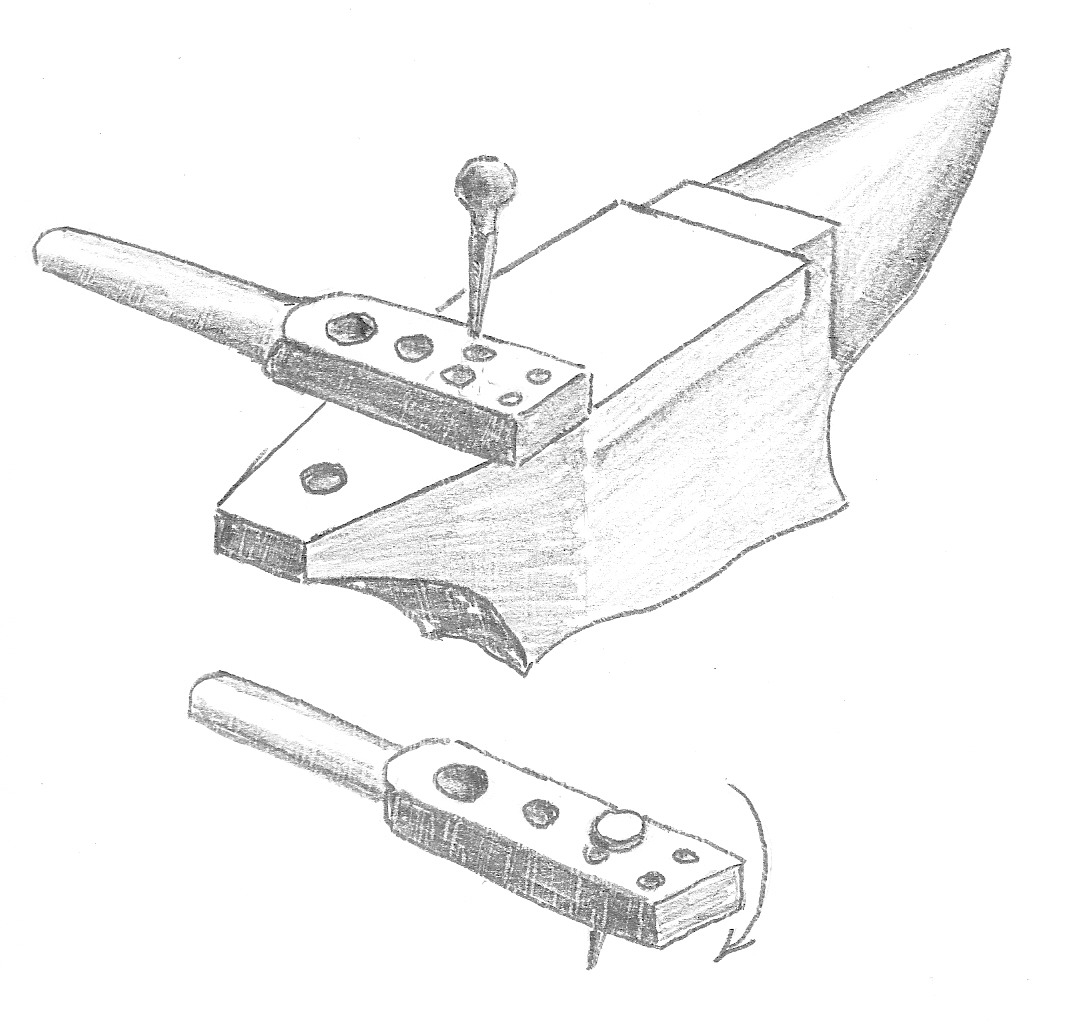
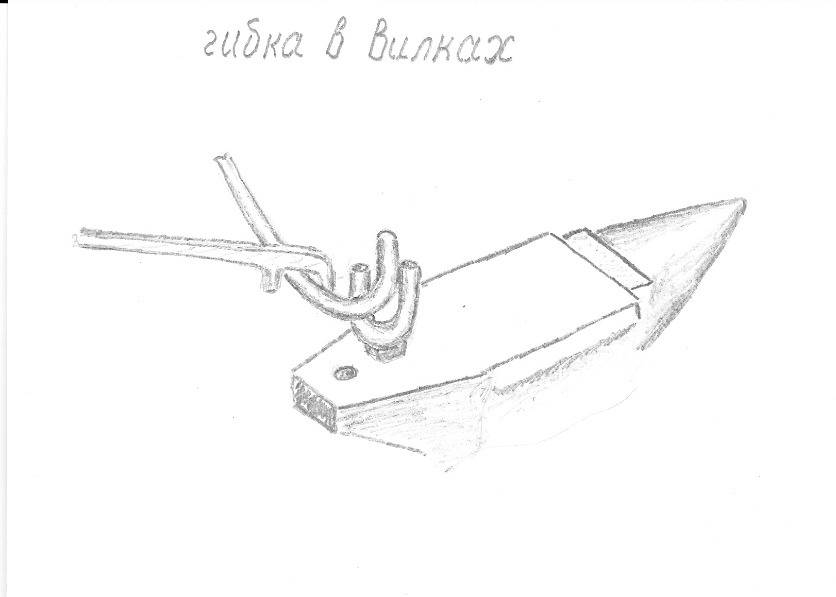
Но можно выйти из ограничений этого правила, если применять разработанную веками технологию. В чем она состоит? Это применение вилок (рис.1 F). Одна вилка вставлена в отверстие наковальни (большое квадратное), другая вилка (боковая) применяется в качестве рычага. Начинать гибку надо с наименее нагретой части, расположенной ближе к вам. И постепенно продвигая заготовку в вилках на более разогретую часть. Так гнутся заготовки с плавным изгибом: волюты, бобы, спирали и т. п. При гибке под углом 90о необходимо сдвинуть заготовку от рога вилки, вставленной в отверстие наковальни, в сторону вилки, в которой производим гибку на 0,5D от отметки заготовки.
Наиболее сложный момент в гибке — её начало, от того, как начнёшь гибку, зависит и её окончание, поэтому особое внимание необходимо уделить начальному моменту операции. Правильно подготовить концы, т.е. или их вытянуть, или закрутить в спираль, или отковать в лапку, или в шарик, ещё сложнее — лист или цветок. А далее — производим гибку или в шаблоне, или в вилке, примеряем по эскизу, если надо — догибаем, используя рог, оправку, вилку или другие приспособления. Если у нас гибка с обеих сторон заготовки (волюта, боб и т.д.), то проводим операцию на другом конце, предварительно дав остыть согнутому концу.
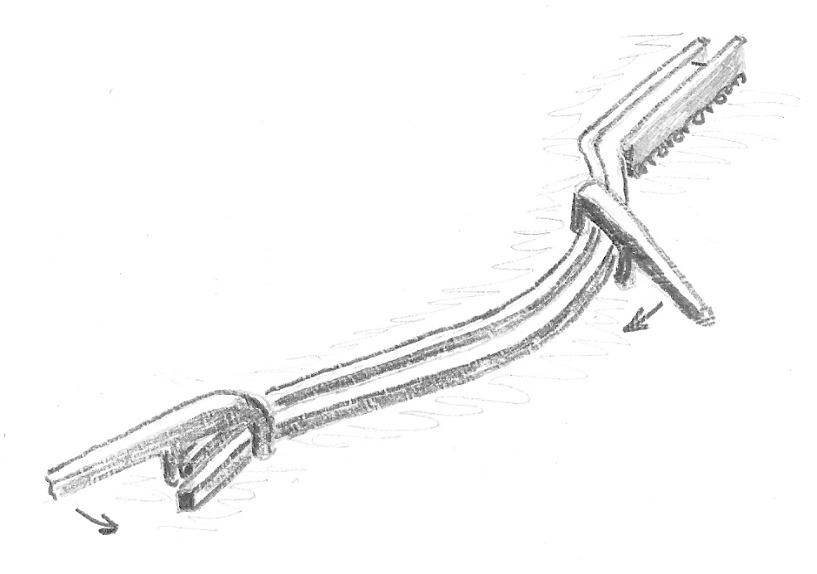
Используя при гибке вилку и вилку-держатель, и перемещая в них заготовку, можно гнуть её в любом месте, независимо от равномерности нагрева, и под любым углом. С помощью вилок гнётся и длинный, холодный пруток (лучше предварительно отожжённый) под любую спираль, завиток, волюту и т. д. Для этого применяется МЕТОД МАЯТНИКА. Прижав пруток к бедру, вставив один конец прутка в вилку на наковальне, а вилкой-держателем схватив заготовку недалеко от первой вилки, начинаем равномерно раскачиваться из стороны в сторону. Бедром и вилкой подгибаем пруток при ходе на заготовку, при обратном ходе продвигаем пруток в вилках (рис.2). Способ очень простой, легко осваивается и при равномерном раскачивании пруток продвигается равномерно, «автоматически». А после небольшого навыка кольца и спирали большого диаметра выходят, как по шаблону.
Как провести замер заготовки по длине? Для этого используется шнур. Многие предлагают использовать для замера электрошнур в оплетке, виниловой.
Электропровод в виниловой оплётке не очень удобен. Работать с ним сложновато: постоянно приходится вытягивать, чтобы он был ровным, а это влияет на точность замера, да и отметку мелом, маркером или карандашом легко стереть. Я предлагаю пользоваться плетёным шнуром, лучше всего от альпийского снаряжения или от полиспастной системы. Он по сечению подходит под заготовку, не растягивается при замерах и на нём хорошо видна отметка мелом, которую на данном шнуре стереть не так просто.
При проведении гибочных работ в художественной ковке необходимо в первую очередь нарисовать рисунок изделия на рабочем верстаке в масштабе 1:1. В некоторой литературе предлагается рисовать на полу. Сразу скажу: пол не для рисунков, не заметишь, как затопчешь и сотрёшь всё. Да и постоянно кланяться — не великое удовольствие. На полу работать очень неудобно, для работы с решётками, секциями оград лучше всего изготовить монтажный стол Наилучший стол — это стол, рабочая поверхность которого из ДСП (древесно-стружечная плиты). Как показывает практика, она не горит даже при попадании на неё раскалённой заготовки. На нём и чертить легче — тяжело стирается мел или чернила фломастера, и работать на ДСП электросваркой, укладывая проводник массы на изделие. А для работ, связанных с ударом — верстак или стол с листом стали толщиной примерно 15 — 25 мм и размером 500 х 750 мм. Бетонный пол от нагретой заготовки часто лопается и горячие осколки могут отлететь в лицо.
В старые времена применялся деревянный верстак с буртиками, покрытый слоем глины толщиной сантиметров 10. Глина предварительно размачивалась, на ней наносился рисунок простой палкой, ей давали подсохнуть и делали выкладку поковок. Такой верстак я видел в детстве в бывшей кузнице.
В местах, где производится гибка под углы, необходимо нанести отметку. Нанесение отметки керном не совсем удобно — при нагреве до соломенного цвета она практически не видна. Пока найдёшь отметку — потеряешь время, остынет поковка. Наносить керновку на круглые заготовки не очень просто. Лучше использовать зубило, нанося метку на ту сторону, которая будет скрыта в изделии. А если делаем изделие из офактуренного металла, то будет не видна ни керновка, ни зарубка. Здесь лучше делать метку мелом. Мел практически не сгорает, а если он исчез на нагретой заготовке, то дайте ей немного приостыть, и отметка проявится снова. А использование курвиметра для замера длины, как предлагают некоторые, в кузнечном деле вещь бесполезная. Рисунок, как правило наносится на не очень ровную поверхность, что будет увеличивать длину замера. Так же приходится учитывать удлинение, возникающее при гибке металла, а оно может быть на разогретом металле, учитывая коэффициент линейного удлинения, значительное: до 15мм на метр длины.
При гибке необходимо следовать следующему правилу: выбрать нулевую точку, от которой будет производиться гибка. Это может быть или заправленный конец, или угол на любой длине, или специальная отметка. И при наложении поковки на эскиз (а на эскизе также необходимо указать нулевую точку) первое внимание уделяем тому, чтобы эти точки совпали, а далее от неё смотрим на совпадения поковки по всему эскизу, где надо разогнуть или догнуть поковку. Часто игнорирование этого правила, особенно у начинающих, создает трудность в гибке — поковка долго не ложится на эскиз и её часто и долго приходится догибать.
Догибайте поковку на том инструменте, на котором производили гибку.
А гнуть, особенно разогретую заготовку, лучше в вилке: получается быстрее и точнее (металл меньше тянется), не надо наносить много ударов. В гибке лишние удары только вредят, а иногда и портят поковку, особенно это сказывается на офактуренном металле.
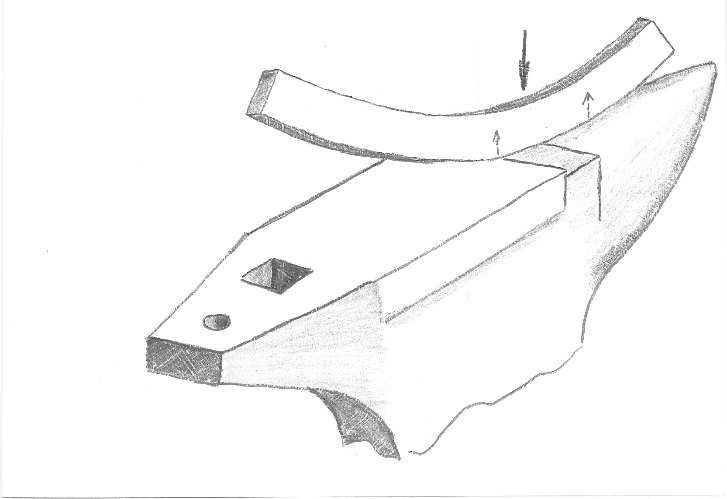
Иногда некоторые авторы показывают гибку с постановкой детали на одну точку (рис.1 D и Е). Установку металла при гибке ударом на одну точку, даже хорошо прогретый, я никогда не одобрял — может сильно отдать в руку (проверено на личном опыте). Для этого лучше использовать выступ между рогом и зеркалом. Одна точка на зеркале, другая на роге, удар между ними. Вот почему я не рекомендую использовать выступ для рубки.
Большую сложность, особенно для начинающих, представляет гибка полосы на ребро. И чем тоньше полоса, тем гибка сложнее. Я рекомендую в этом случае полосу гнуть ударами по ребру (см. рис. 3), но нагрев производить до температуры не выше 700—750оС. При данной температуре металл меньше деформируется, меньше ненужная деформация по ширине, которую постоянно приходится выравнивать. Гнётся тяжелее? Ну, нет! Гибка пойдёт легче и быстрее, а что касается силы ударов, то, что сделаешь — придётся немного попотеть. А будете гнуть в вилке или ещё на чём-то — только намучаетесь, и чем тоньше и шире полоса, тем гибка на ребро сложнее. В шаблоне? Сколько потребуется шаблонов? А деформации всё равно не избежать.
Однажды я прочитал: во время гибки можно использовать в качестве шаблона рог наковальни, нанеся на нём метки мелом
Использовать рог в качестве шаблона!? Не знаю, кто это придумал, явно не профессионал — метки исчезнут после нескольких ударов.
Не имеет значения форма рога в верхней части: круглый он или плоский. Кольцо сворачивается и без рога, всё зависит от того, как изготавливать. Пример: загнули на кромке конец заготовки, повернули на 180 градусов и несильными ударами с потягом на себя закручиваем кольцо, оправляем его на оправке (что значительно точнее). Оправками могут служить любые недлинные обрезки кругляка разного сечения. Этим способом изготавливаются: навесы петлей двери, уши рессор и другие изделия из полосы. На этой теме я остановлюсь отдельно. На роге эти изделия не оправишь.

Так же сворачивается спираль. Или наматывается на конус с вилочкой в законусённой части, куда вставляется конец прутка, и ударом по вилочке оправка легко выбивается. Это вы можете увидеть на рисунке 4.
Вы хотите согнуть кольцо так, чтобы оно было идеальное? Нет ничего проще. У вас есть диаметр (к примеру кругляк N-го диаметра). Возьмите заготовку длиной, рассчитанной по формуле: L=3,14D+1,5d, где D — диаметр кольца, а d — диаметр прутка или толщина квадрата, полосы той ширины, на которую гнёте). Почему прибавлять 1,5 толщины или диаметра? Очень просто: длина меряется на гибку по среднему диаметру или средней толщине заготовки. Согните кольцо, прихватите сваркой концы, нагрейте всё кольцо, наденьте на диаметр. Кольцо остынет, прихватка сваркой лопнет, но кольцо при этом станет идеально круглое. О гибке на пневмомолоте я расскажу в последующих главах.
Важным фактором при гибке изделия в горячем виде является охлаждение поковки. Выгнутая поковка при охлаждении очень часто, можно сказать практически всегда, деформируется (особенно, если она гнута с помощью ударов) и требует доводки её до рабочего вида рихтовкой в холодном состоянии.
По технологии гибки можно писать отдельную книгу. В процессе работ, связанных с гибкой, появляется много идей о том, как её облегчить, разнообразить, придумать приспособления, шаблоны, усовершенствовать технологию и перенести её на механизмы. Я дал простейшие направления в гибке, простейшие приёмы работы, отработанные в своё время с учащимися техникума.
Приёмы гибки на шаблоне я затрону в следующим разделе.
Гибка в шаблоне и рамках
Гибка заготовок и поковок — основа современной художественной ковки. Посмотрите на изделия: они в основном изготовлены методом гибки, как в холодном, так и в горячем состоянии. Если заглянуть на сайты ковки в Интернет, можно увидеть много рекламы изделий, изготовленных простой гибкой из готового профиля. Почему преобладает такое направление? Ответ прост: гибку изделия из профиля считают одной из самых простых операций. Мало затрат на предварительную обработку детали: нарезал заготовки по длине, сконструировал простой кондуктор и гни детали сотнями. Тем более, что везде предлагают специальные устройства для холодной гибки металла, и на такую работу можно поставить рабочего безо всякой квалификации. В итоге: затраты низкие, выход продукции большой. Но увы! Я могу разочаровать многих! Данные изделия найдут спрос только тогда, когда объём заказов большой, а претензии к ковке у заказчика низкие. Это, как правило, ограды для больших площадей. И, если присмотреться к такой «ковке», то можно увидеть, что ковки там вообще не видно. А концевики приварены и изготовлены из дешёвой китайской штамповки, редко из дорогой европейской.
В предыдущей главе «Гибка» мы рассматривали гибку, как основную операцию в художественной и вспомогательную в технической ковке. Здесь мы будем рассматривать гибку при подготовке поковки к сборке в изделие. Свободную гибку, как основную операцию, редко применяют в художественной ковке, в основном она применяется при изготовлении растительного орнамента. Главный упор делается на гибку в рамке или на шаблоне.
Давайте сразу определимся: если мы гнём всего несколько поковок, то согнуть их свободно, или с применением частей шаблонов от других заготовок будет быстрее и с меньшими затратами. Обычно это изготовление партии до двух десятков не очень сложных поковок. Если необходимо большее количество поковок, или поковки со сложными видами гибки или сложной геометрией, то сразу, не раздумывая, изготавливаем шаблон.
На шаблонах, как правило, гнутся поковки уже прошедшие предварительную подготовку: фактуровку, проковку концевых элементов, и выверенные по размеру. Шаблон — простейшее приспособление, состоящее, как правило, из одного или двух-трёх элементов (рис.1). Например, пластина, согнутая по рисунку, на которую накладывается гнутая деталь. Для удобства в работе её обычно приваривают к листу железа, приваривают ограничители, предохраняющие от разбега детали, но при этом на ней нет удерживающих или зажимных элементов. Деталь кладётся в шаблон, один конец зажимается, и начинается гибка. Зажимают заготовку обычно вилкой или рычагом, и свободной рукой гнут по шаблону, иногда, если требуется, заготовку поджимают второй вилкой или иным прижимом. В некоторых случаях заготовку подбивают ручником. Часто шаблон используют только для выверки свободно согнутой детали.
Необходимо уделить внимание ещё одному нюансу при гибке в шаблоне, а именно: в какую сторону идёт заворот. Иногда, взяв чужой шаблон, можно почувствовать, что гибка идёт не так как надо. В чем дело? А дело в тяговой руке. Определитесь сразу — какой рукой вы гнёте (тяните) заготовку, а какой придерживаете её зажимом или вилкой. И, исходя из этого, изготавливайте шаблон или с правым, или с левым заворотом.

В небольших кузницах, где изготавливается небольшое количество одинаковых поковок, более подходит гибка на шаблоне и дальнейшая подгонка заготовки в рамках (рис.2).
В рамках обычно подгоняются детали, которые имеют несколько точек соприкосновения с другими частями изделия. А для того, чтобы точно подогнать деталь, на рамках наносятся метки в тех местах, где детали соприкасаются друг с другом. Сразу используйте рамки для сборки тех изделий, где даже небольшая неточность при сборке составляющих может привести к искажению размеров всей сборки. Или изготовьте кондуктор для сборки изделия.
В процессе работы возникает вопрос: гнуть поковку сразу на всю длину или по частям? На шаблонах редко поковку гнут на всю длину сразу, а разбивают на части. Например, при изготовлении волюты или боба. На одном шаблоне гнём один конец. Затем на том же или другом шаблоне, гнём второй конец. Этот способ пригоден, когда концы заготовки представляют собой или конус, или «долото», или просто прямой срез.
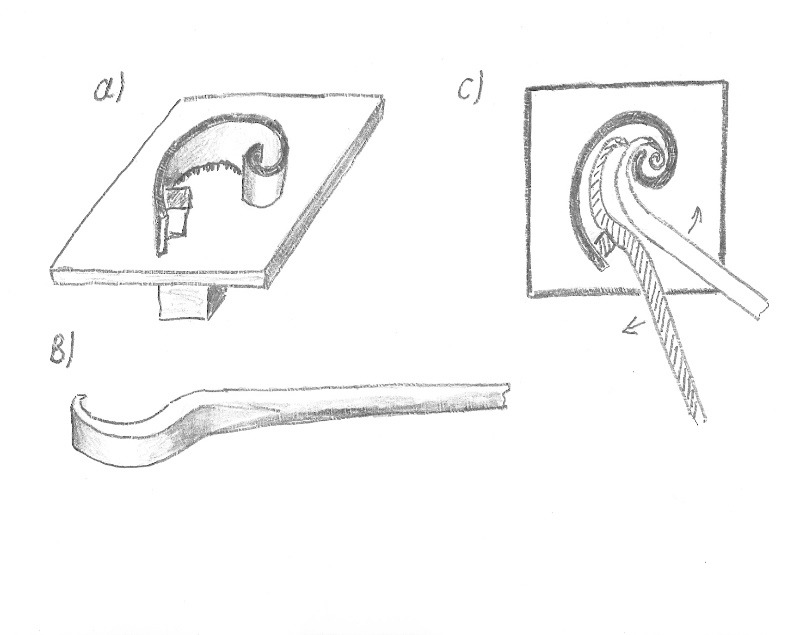
Сложнее с заранее изготовленными концевиками типа «гусиная лапка», «лист», «пика» всевозможных видов и пр. Их гнут раздельно, вначале концевик свободно или на шаблоне (рис.3: а) — шаблон, в) — зажимной рычаг, с) — схема начала гибки).
Затем всё остальное гнут на другом шаблоне, либо концевик приваривают к уже изогнутой детали.
Но, при сварке концевиков мы можем просчитаться с затратами: это время на изготовление концевика, его гибку, сварку, зачистку шва, плюс затраты электроэнергии и времени на эти операции. На цельной поковке мы используем только изготовление концевика и гибку. И самый важный фактор: изделие со сваркой упадёт в цене из-за приваренных концевиков, а затраты на изготовление возрастут. Вот из-за этой ошибки часто страдают неопытные кузнецы.
Объёмная гибка
Гибка в плоскости, даже самая сложная на вид, не представляет собой сложности в технологическом плане. Другое дело — объёмная гибка. Вот тут встанут многочисленные сложности: сложный чертёж конструкции, сложные шаблоны и кондуктора. Да и кузнец, работающий с объёмными изделиями, должен видеть чертёж и само изделие в объёме ещё в стадии изготовления, производить расчет длин с учётом углов и обтеканий, т.е. производить стереометрические расчёты, уметь определять в изделии точки отчёта длин, или нулевые точки начала гибки.
Поэтому многие кузнечно-художественные мастерские, особенно кустарные, стараются не брать на изготовление объёмные изделия. Или брать, чтобы не потерять престиж, изделия небольшие, типа декоративной мебели, простейшей «ботвы», или стараются заменить её плоскостными сборками. Кузнец работающий с объёмными изделиями, как правило, работает один или в паре с подручным, подгоняя деталь к детали каждую по отдельности. Отсюда и сложность, и высокая трудоёмкость работ. Кузнецы, умеющие работать в этой ковке по чертежам, очень редки и, как правило, имеют большой стаж работы. Произвести свободную объёмную гибку большой партии деталей, очень сложно. Поэтому, необходимо обязательно изготовить шаблон, и даже небольшую партию заготовок придётся гнуть на шаблоне. Пример объёмного шаблона — завивка спиралей (рис.4).
Если мы производим частое изготовление изделия, и в большом объёме, то я советую изготовить шаблоны на всё изделие. Чтобы не путаться с отдельными шаблонами, пронумеруйте их. Эти номера нанесите на основной чертеж в местах установки деталей. Это позволит вам быстро подобрать нужный шаблон на концевик или деталь и не нарушить порядок установки деталей при сборке изделия. И это нужно делать, не только на объёмных изделиях, но и на плоскостных.
Очень редко проводят объёмную гибку свободно. Это в основном декор в виде листьев или цветов, а также кованых стеблей под растительный орнамент. Одним словом — ковка «ботвы».
В технической ковке объёмные изделия не редкость, и, можно сказать, что это повседневная работа, поэтому здесь применяется штамповка (рис.5). Изготовление объёмных изделий в штампах на прессах и молотах. Пример: коленчатые валы, колёсные пары, детали конструкций и т. п.
В небольших кузницах так же применяется штамповка небольших объёмных изделий: листьев, цветочков, балясин и всевозможного декора, а также крепёжной оснастки. На рисунке 6: а) изготовление потайной головки болта для лемеха, отвала плуга и режущего аппарата косилок, б) изготовление полусфер.
Работа на пневмомолоте
В настоящее время практически не встретишь кузницы без пневмомолота. От мелкой сельской до крупной промышленной. Можно много перечислять виды молотов: от рычажных, механических шлёпов, до пневмомолотов простого и двойного действия. Мы остановимся на самом распространенном в наших кузнецах, пневмомолоте двойного действия с весом падающих частей от 50 до 150 кг. Пневмомолоты с весом падающих частей выше 150 кг применять в художественной ковке не целесообразно, т.к. они требуют больших затрат на их монтаж, обслуживание, требуют более высокой квалификации кузнеца и более высоких затрат на электроэнергию.
Почему двойного действия?
Пневмомолот двойного действия в отличие от молота простого действия более легок в управлении, лучше отзывается на команды управления, даже если он довольно изношенный. Молота простого действия промышленностью с конца пятидесятых годов уже не выпускались. В работе они более капризны, а при даже незначительном износе очень резко реагируют на управление, кидая верхнюю бабу вниз. Так же в них затруднено удержание бабы при слабых ударах. Но, если они где и сохранились, то это уже металлолом. Узнать его довольно просто, у данного молота с правой стороны, в верхней части один кран управления и нет центрального крана с той же стороны. У молота двойного действия — два крана управления связанных между собой рейкой и центральный кран.
Здесь я буду описывать технологии и приёмы работы на наиболее распространенном пневмомолоте двойного действия с весом падающих частей до 75 кг. Хотя я лично предпочитаю пневмомолот двойного действия в 150 кг
Пневмомолот двойного действия с весом падающих частей до 75 кг представляет из себя моноблок, готовый к установке без предварительной подготовки. В своё время их было много изготовлено на Астраханском заводе кузнечного оборудования и поступали они в основном в сельское хозяйство и на ремонтные предприятия. В настоящее время их можно приобрести и довольно недорого, в приличном состоянии.
Пневмомолот (я имею ввиду 75 кг падающих частей), общим весом 3,5 т устанавливается на фундаменте, требующем от 1 куб м. до 2 куб м. бетона, в зависимости от грунта под ним. Простой литой монолит с четырьмя анкерами для крепления пневмомолота. Установка простая, главное: горизонтальная поверхность фундамента должна бать выверена по уровню и быть ровной, без выступов. Сразу предупреждаю: никаких прокладок между молотом и фундаментом не ставьте, они разобьются очень быстро, да и от отдачи по фундаменту шума будет больше. Без прокладок вся энергия отдачи будет уходить через фундамент в грунт. Поставили, притянули анкерными гайками с пластинами для шплинтовки, долили масла в насос. Проверили крепления бойков, совпадения их кромок. Подсоединили к сети энергоснабжения. Приступили к работе. Поработали 2—3 часа, подтянули гайки крепления, проработали еще 2—3 дня, ещё раз подтяните гайки и зашплинтуйте их пластинчатыми шайбами. На этом можно считать монтаж завершённым.
И обязательно, если отсутствует, сделайте поддон — фартук над скобой управления. Он будет и предохранителем для ног, и полкой для инструмента, необходимого в момент работы.
Как работать на молоте
Желательно пройти обучение у опытного кузнеца. Но если нет такой возможности, можно самостоятельно, но постепенно, осторожно приступая к работе
Приступая к работе на пневмомолоте двойного действия необходимо знать следующее:
— Пневмомолот двойного действия является ковочной машиной с повышенной опасностью. Постойте около него, посмотрите внимательно, перед вами нет никакой защиты, т.е. экранов, решеток. Защита от травматических последствий при работе на молоте (здесь я буду опускать слово пневмомолот перейду на простое — молот) является: БЕЗУКОРИЗНЕНОЕ ВЫПОЛНЕНИЕ ПРАВИЛ ТЕХНИКИ БЕЗОПАСНОСТИ РАБОТЫ НА МОЛОТЕ.
— Никогда не вводите в зону действия падающих частей (бойков) РУКИ. Устанавливайте рабочую оснастку только с помощью крючков, клещей, удерживающих рукояток или задвигайте их с боков легким толчком посыла. Даже на остановленном молоте, когда зафиксирована верхняя баба фиксатором молота. Надежную фиксацию может обеспечить только Н — образная подставка под верхнюю бабу. А для протирки зеркала бойков пользуйтесь крючком, на который намотана ветошь.
— При подходе к молоту, обязательно обратить внимание на состояние скобы управления. Лучше сделайте подставку перед скобой в виде ступеньки для управляющей ноги. Это позволит избежать случайного нажатия на скобу, не поставив ногу на подставку. Высота подставки должна быть такой, чтобы скоба управления в положении, когда верхний боёк коснулся нижнего, была на уровне подставки. Поставьте ногу на подставку пяткой, перенесите свой вес на опорную ногу, и никогда не переносите свой вес на управляющую ногу. Пятка управляющей ноги должна опираться на подставку, а носок управлять скобой. Держание ноги навесу создает неустойчивое положение тела и может произойти непредсказуемое нажатие на скобу, что влечет за собой неожиданный, резкий удар падающей бабы.
— Не производите удары в холостую боек об боек. Не производите удары по холодному металлу, т. е. металлу с температурой ниже 720о (тёмно-вишнёвый цвет), если в этом нет необходимости.
— Не используйте для работы на молоте неспециализированный инструмент и оснастку
— При смене оснастки, замене позиций ковки: сдвиньте (поверните) носок управляющей ноги со скобы, затем производите вышеуказанные действия.
— Не находитесь во время ковки в наиболее опасной зоне от молота и не допускайте в неё посторонних.
— При производстве рубочных работ, обязательно используйте прокладку из мягкой стали и рубку производите кузнечным «топором». Он наиболее безопасен из всех рубочных инструментов.
— При проведении мелких ремонтных и регулировочных работ, остановите молот и обесточьте кнопку управления.
— Одежда кузнеца должна быть соответствующей, брюки и куртка на выпуск (в случае попадания горячей окалины на одежду она просто соскользнёт по поверхности, а не задержится в местах её заправки). Не работайте в одежде с короткими рукавами. На голове обязательно головной убор. Если работаете в фартуке, то он должен быть короткий, выше колен, длинный будет мешать в работе. На руках рукавицы, а не перчатки, они лучше гасят энергию отдачи, и в случае попадания горячих отходов, легко сбрасываются с рук. Не работайте в одежде из синтетических тканей, они легко прожигаются или плавятся, что может привести к ожогу расплавом.
Это основные правила работы намолоте. Правила техники безопасности изготовления поковок я буду давать в подаче технологии.
Основной ошибкой начинающих является то, что они видят на первых порах в молоте только машину для ударов. Но! Молот, это универсальная машина, у опытного кузнеца это и молотобоец, и тиски, и гибочная машина, универсал, одним словом.
Вот и начнем с ударов: на молоте производится два вида ударов: автоматические и одиночные.
Автоматические удары: производятся нажатием на скобу и удержание скобы ногой, глубиной дожатия или ослаблением нажима мы регулируем силу удара. Молот автоматически наносит удары в соответствии с технической характеристикой на него (50кг — 240 ударов в минуту, 75кг — 210 ударов в мин., 150кг — 180 ударов в мин.). Скорость ударов очень высокая, поэтому они применяются, когда нужно быстро, пока не остыла заготовка, проковать её до примерных размеров. Также в художественной ковке при фактуровки, или при оттяжке в квадрат, или на конус. Но в основном в работе на молоте применяют переменные удары, чередуя автоматические с одиночными. Как производить одиночные удары мы рассмотрим отдельно. Часто начинающие производят автоматические удары в режиме холостого хода компрессора: открывают кран холостого хода, опускают верхнюю бабу на поковку, а затем нажимают на скобу и лёгкими ударами куют. Не делайте этого, молот не рассчитан на данный режим конструкцией, и только легко постукивает, да и возня с краном отнимает драгоценное время ковки. Куйте только в рабочем режиме молота.
ОДИНОЧНЫЕ УДАРЫ (импульсные)
Одиночные удары или импульсные производятся на молоте следующим образом. В зависимости от марки молота и веса падающих частей, импульс на одиночный удар, скобой управления, подаётся по-разному.
Как подаётся импульс:
Рассмотрим основной принцип: Плавно нажимая на скобу управления, подводим верхнюю бабу ближе к заготовке, и приотпуская плавно скобу, подводим бабу в момент подвеса (т. е. баба висит и слегка ходит вверх-вниз) это будет момент, называемый «баба-пошла». Прислушиваемся к такту (это на первых порах очень важно), по такту мы будем определять момент подачи импульса скобой управления, для молотов 50—75 кг подача импульса при начале такта, для 150 кг конец такта.
Как определить момент нажатия на скобу интуитивно? Попробуйте ковать горячую полосу не автоматическими ударами, а одиночными пропуская 2—3 удара в холостую. Определите на слух, когда баба пошла вниз, это и будет тот момент «баба-пошла».
Резко прижимаем скобу, но не до упора, а просто резко придавливаем и тут же приотпусткаем до положения «баба-пошла». Если отпустить резко до конца, то поршень падающих частей резко пойдёт вверх и может произойти удар по верхней крышке цилиндра, обычно не помогает даже буферный клапан, хотя он должен предотвращать этот момент. Как правило, он не справляется даже у новых молотов. Вот почему я в пункте 4 уделил внимание постановке управляющей ноги. Не оторвав пятку от подставки, вы не сможете до конца отпустить скобу.
Итак, это основа одиночного удара.
Регулировка силы удара: здесь ничего хитрого нет. Сила удара регулируется глубиной импульса, чем глубже нажатие, тем сильнее удар. Скорость импульса нажатия ногой должна быть одинакова во всех случаях, при увеличении скорости нажатия может произойти только выброс бабы вниз, и она просто не дойдёт до поковки, а уже пойдет вверх, т. е., как говорят, смажет.
И учитывайте главное, безопасность. Первый удар слабый, (импульс не глубокий) пробный, проверяем как легла поковка, второй и последующие сильные, ковочные (импульс глубокий). На первых порах работы научитесь правильно выбирать момент импульса, производя ковку на ХОРОШО РАЗОГРЕТОЙ поковке, и выберете правильный такт: удар — 2—3 пропуска. Это рекомендация на первых порах, далее выбираете такт, как вам будет удобно.
Освоение импульс-удара в дальнейшем будет необходим для работы с обсадочными инструментами, для горячей рубки металла, пробивки и прошивки отверстий и работы с калибрами.
Вытяжка полосы, квадрата и кругляка на пневмомолоте
Приступать к работе на молоте мы обычно начинаем с протяжки полосы, квадрата, кругляка. Прежде всего необходимо знать, что тянуть заготовки лучше всего на более меньшей площади. Поэтому ковать (тянуть) заготовку мы начнём поперёк длинной стороны бойка, грубо придерживаясь размеров. Затем вдоль бойка мы доводим размеры до необходимого. Ковку производим только на нагретой части заготовки. Постарайтесь сделать переход от начальных размеров заготовки, к окончательным, плавным без резких пробоев, не разрывая внутренние связи. При разрыве связей, я гарантирую прослабление поковки в данной части на излом. Заканчивайте проковку части полосы ударами по наиболее широкой части полосы, а квадрата и диаметра по любой. Если будите наносить фактуру, то наносите сразу же после проковки данной части, это экономит время и топливо. Если куёте кругляк, то вначале куйте квадрат, несколько меньшего сечения по сторонам, чем кругляк выходного сечения. Затем пробиваете грани и выводите квадрат в диаметр. Те же правила соблюдайте при ковке оттянутого (конусного) кругляка. Не старайтесь тянуть сразу очень длинную полосу, квадрат, кругляк. Достаточная длина проковок до 2х метров, иначе заготовка большей длины будет прогибаться при ковке в месте наибольшего нагрева. Но если будет необходима боле длинная полоса, квадрат, кругляк, то в этом случае вам необходимо прибегнуть к помощи подручного, который будет придерживать проковку за остывший, уже прокованный конец и синхронно с вами будет проворачивать поковку. Учтите тот факт, что подручный будет в это время находиться в опасной зоне от молота, поэтому — применение каких-либо инструментов в данной ситуации запрещено. Так же учтите и тот момент, что отдача будет наибольшая на подручного и поэтому соблюдайте осторожность при ковке.
Использование инструментов при работе на молоте
При работе на молотах, также используются инструменты, как подкладные, так и верхники, которые облегчают работу кузнеца и позволяют производить многие работы без привлечения молотобойца.
Мы остановимся только на основных без которых в практической работе не обойтись
Основные требования к инструменту: инструменты должны быть изготовлены согласно требованию молота, т.е. подходить именно к данной марке и никаких выступов краёв за пределы границ бойков.
Я категорически против инструментов, которые крепятся жёстко к бойкам, а причина очень простая. Как показала практика работы, что невозможно укрепить жёстко инструмент на бойке (особенно на нижнем). Через несколько ударов он разбалтывается и может произойти перекос, который как правило ведет к поломке инструмента, а ещё хуже может произойти непредсказуемый вылет инструмента или его частей. Поэтому лучше применять свободно лежащие инструменты. Правильно изготовленные они более мобильны и безопасны.
Часто можно видеть, что многие применяют те же инструменты, что и для ручной ковки (это касается в основном инструментов-верхников), но данные инструменты не всегда соответствуют техническим требованиям и в этом случае могут представлять потенциальную опасность. Часто начинающие, увидев опытного кузнеца, работающего «вроде» с такими инструментами, не обращают внимание на то, что инструмент другой и имеет определенные отличия. В дальнейшем мы остановимся на этих отличиях.
Итак, основное правило работы на молоте с применением инструментов:
— Не применять инструменты, не соответствующие техническим требованиям для вашего молота.
— Не использовать инструмент, имеющий дефекты и трещины.
— Ковать разрешено только хорошо прогретый металл, категорически запрещено ковать с помощью инструментов, металл с температурой нагрева ниже 720°С.
— Не допускать в опасные зоны, во время ковки, посторонних и лиц осуществляющим вам помощь в работе.
КУЗНЕЧНЫЙ ТОПОР:
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.