
Бесплатный фрагмент - Композитные материалы в конструкции грузовых вагонов

Раздел 1.
Введение в мир композитных материалов
1.1. Определение и общие сведения о композитных материалах
Композитные материалы — это искусственно созданные человеком материалы, которые получают соединением двух и более компонентов. Компоненты в существенной степени отличаются друг от друга по своим физико-химическим свойствам. Сочетание таких разнородных материалов приводит к тому, что образуются новые материалы с уникальными свойствами, отличными от исходного сырья. Комбинируя объемное содержание компонентов, можно получать композиционные материалы с требуемыми значениями прочности, жаропрочности, модуля упругости, абразивной стойкости, а также создавать композиции с необходимыми магнитными, диэлектрическими, радиопоглощающими и другими специальными свойствами.
Важно различать понятия композитный материал и композиционный материал. Они не всегда взаимозаменяемы.
Композитные материалы (композиты) состоят из матрицы и набивки. Матрица — это компонент, который непрерывный во всем объеме композиционного материала, связующее вещество. Набивка или арматура — компонент прерывистый, разделенный в объеме композиционного материала.
Композиционные материалы — материалы, состоящие из композиции (набора, совокупности) нескольких материалов, это более широкое понятие, в отличие от композита. Несколько компонентов при объединении дают новые свойства. При этом ярко выраженной границы раздела между компонентами на физическом уровне нет. Например, металлический сплав — это композиционный материал, т.к. для его получения происходит объединение нескольких компонентов. Главное отличие от композитов в том, что композиционный материал — однородный, он обладает одинаковыми свойствами в любой своей точке.
Принцип разработки таких материалов также отличается. Если композиты изначально разрабатываются, исходя из того, что каждый отдельный элемент конструкции возьмет на себя конкретные функции, то композиционный материал обладает едиными свойствами в любой своей точке, не зависящими ни от направления, ни от типа прикладываемой нагрузки.
1.2. История развития композитных материалов
Сегодня словосочетание «композитный материал» вызывает ассоциации с самыми прорывными технологиями и решениями, на которых уже строится будущее. Это не совсем верно: ведь самой идее композита уже несколько тысяч лет. Но, несмотря на весь прогресс, основной принцип создания композитов сохраняет свою актуальность и по сей день.
К числу первопроходцев по части получения и применения композитных материалов относят жителей Месопотамии — они населяли регион 3,5 тыс. лет до нашей эры. Именно там зародилась история композита, а именно материала, до сих пор используемого людьми, — фанеры. Было достаточно сложить несколько листов дерева друг на друга под разным углом, закрепить их примитивным клеем, и материал, доказавший свою эффективность на долгие сотни лет вперед, готов.
Сочетание клея и листов дерева образовало новый, куда более прочный и износостойкий материал, дошедший до наших дней. Это базовый принцип композита: объединение свойств уже существующих материалов. С того момента, как человек освоил этот принцип, технический прогресс начал ускоряться — композиты стали спутниками целых цивилизаций.
Папирус — композит. При его изготовлении спрессовываются слои горизонтальных волокон растения с вертикальными. В результате легкий, прочный, долговечный материал. Достаточно сравнить его с теми же месопотамскими глиняными табличками: громоздкие и неудобные, они по всем параметрам проигрывали изящному изобретению египтян. Папирус было удобнее хранить, и, по сравнению с «царапанием» по глине, на нем гораздо проще писать и рисовать.
Бетон — также композитный материал. Бетон впервые был описан римским архитектором Витрувием еще 2 тыс. лет назад. Ученый делал ставку на сочетание вулканического пепла и известняка, чтобы придать своим постройкам надежность и прочность. Использование нового материала позволило в значительной степени улучшить физико-механические характеристики сооружений. Бетон применялся практически везде, будь то храмы, многоэтажные дома, стадионы, гавани, мосты, акведуки или дороги. Где-то он даже вытеснил кирпич. Римский Колизей — одна из вершин античного зодчества — сохранился до наших дней благодаря тому, что в его строительстве применялся бетон. Секрет прочности римских конструкций во многом продиктован именно использованием бетона: этот пластичный материал выдерживал несколько десятков лет воздействия воды и при этом становился только прочнее.
Во все времена исследователи отмечали особую роль луков в военном могуществе кочевников, державших в страхе государства Европы и Азии в период XIII—XV веков. И это неудивительно — ведь луки, которые использовали завоеватели, были композитными. Такой лук состоял из дерева, костей и клея животного происхождения. Это легкое и простое для использования конниками оружие обладало рядом преимуществ даже по сравнению со знаменитыми английскими длинными луками: в отличие от последнего, монгольский композитный лук придавал стреле ускорение на протяжении всего «выстрела». Сама конструкция композитного лука и его гибкость придавали дополнительное ускорение стреле, что упрощало работу лучника и сказывалось на точности стрельбы. Оружие обеспечило преимущество на поле боя и заложило основу могущества Монгольской империи.
Настоящий расцвет использования композитных материалов пришелся на XIX—XX вв, когда плоды научно-технического прогресса изменили понимание человека о природе вещей.
В начале XIX века в строительстве вновь начал применяться бетон. Он вернулся в цивилизацию благодаря тому, что в 1796 году англичанин Д. Паркер запатентовал технологию получения романцемента — вяжущего материала, способного к затвердеванию и на открытом воздухе, и в воде. Смешанный с гравием, песком и водой цемент образовывал бетон. Этот строительный материал, отличавшийся своей пластичностью, завоевал новую популярность — впервые со времен Древнего Рима. Прочный и водостойкий материал плохо выдерживал нагрузку на растяжение, поэтому в качестве основного материала для несущих конструкций применялось железо в виде кованых стержней и полос. Но оно, в свою очередь, было подвержено коррозии, из-за чего перед человечеством стояла задача: найти более универсальный материал, способный сочетать свойства как бетона, так железа. Так придумали объединить два материала: арматура легко обволакивалась бетоном, тем самым оказываясь включенной в его массу. Сила сцепления железа с бетоном была огромной: материалы начинали работать как одно целое. Так появился железобетон — композит, ставший новой вехой в истории строительства. «Спрятанное» в бетон железо не ржавело и сохраняло свою прочность, а сам железобетон показал высокую огнестойкость. Материал показал себя как долговечный, устойчивый к воздействию температур и удобный в использовании — с железобетоном конструкции можно придать практически любую форму.
В середине ХХ в. композиты активно начали применяться в авиации: индустрия отчаянно нуждалась в новых материалах, и именно композиты позволили дать ответ на насущные вопросы инженеров.
Одной из основных разработок была дельта-древесина. Инженеры пропитывали слои шпона фенол- или крезолформальдегидной смолой, спрессовывали их и получали уникальный материал, который легче и прочнее многих сплавов на основе алюминия. Новый материал также был огнестойким и не покрывался плесенью. Дельта-древесина использовалась, например, в самолетах ЛаГГ-3, эксплуатация которых началась в 1941 году.
Также во время войны стало известно о радиопроницаемости композитов из стекловолокна. Эта, казалось бы, мелочь, смогла избавить пилота от риска остаться без связи: «обтекатели» из стекловолокна защищали радиомодули от внешних факторов, не мешая коммуникациям.
В 1960-х был изобретен углепластик: материал, состоящий из тонких нитей диаметром от 5 до 10 мкм. Он характеризовал себя как прочный, легкий, эффективно справляющийся с температурами и химической инертностью.
Сегодня композитные материалы являются полноценной индустрией, на которой основаны самые критические производства и сферы жизни. Список сфер, где применяются композиты, обширен: это не только авиация и космос, но и архитектура, автомобильная отрасль, энергетика, инфраструктура, судостроение, медицина, спортивная и рекреационная индустрии. Общий объем рынка композитов оценивался в $74 млрд в 2020 году, и, по, прогнозам, достигнет отметки в $112 млрд уже в 2025 году.
1.3. Типы и классификация композитных материалов
Композитные материалы состоят из двух основных компонентов: матрицы и армирующего материала (набивки). Матрица — это основной связующий материал, который держит вместе элементы набивки, обеспечивая форму конструктивного элемента в целом и ряд его основных механических свойств. Армирующий материал, зачастую волокна или частицы, обеспечивает требуемые механические свойства, такие как прочность и жесткость.
Классификация композитных материалов:
1. По материалу матрицы:
1.1. С металлической матрицей. Металлическая матрица упрочняется высокопрочными волокнами или тонкодисперсными тугоплавкими частицами, не растворяющимися в основном металле;
1.2. С неметаллической матрицей. Наиболее распространённый тип композитов. В качестве матриц широко используются полимерные, углеродные и керамические материалы. Из полимерных матриц (самый многочисленный вид композитов) наибольшее распространение получили эпоксидная, фенолоформальдегидная и полиамидная. Угольные матрицы коксованные или пироуглеродные получают из синтетических полимеров, подвергнутых пиролизу.
2. По армирующему материалу (набивке):
2.1. Стеклянные волокна. Обладают прозрачностью к радиоволнам, прочностью, электроизоляцией и низкой теплопроводностью. Это дешевый и доступный материал для применения в самых разных сферах, в том числе и в железнодорожной;
2.2. Углеродсодержащие волокна. Низкая плотность, высокий коэффициент упругости, они легкие по массе, но в тоже время очень прочные;
2.3. Борные волокна или жгуты. Имеют большую прочность при сжатии, чем волокна других материалов. Получаемые с их использованием материалы обладают отличными прочностными, износостойкими характеристиками, а также характеризуются инертностью к агрессивным средам. Но в тоже время, им свойственна хрупкость и высокая стоимость, что вводит определенные ограничения на использование;
2.4. Натуральные волокна (органопластики). Низкая плотность и вес. При этом высокая прочность. Отличное сопротивление к ударам, а также устойчивость к динамическому воздействию и нагрузкам. Прочность при изгибе и сжатии низкая;
3. По расположению (структуре) армирующего материала:
3.1. Волокна. Широко используется при производстве композитных профилей различной формы методом пултрузии;
3.2. Частицы. В этих композитах частицы, такие как керамика или металлы, встраиваются в матрицу. Они обычно обладают улучшенной термической стабильностью и износостойкостью;
3.3. Слои. Наполнение (волокна, нити, ленты) пропитанное связующим, укладывается слоями в плоскости укладки. Плоские слои собираются в пластины. Свойства получаются анизотропными (отличаются по разным направлениям прикладывания нагрузки к материалу). Именно поэтому, для правильной работы материала в изделии важно учитывать направление действующих нагрузок. Можно создать материалы как с изотропными (одинаковыми во всех направлениях), так и с анизотропными свойствами.
Можно укладывать волокна под разными углами, варьируя свойства композиционных материалов. От порядка укладки слоев по толщине пакета зависят изгибные и крутильные жесткости материала.
Для получение требуемых свойств, при разработке нового композитного материала выбирается необходимая комбинация. При этом важно учитывать сочетаемость и возможность взаимодействия друг с другом выбранных материалов. Необходимо тщательно изучить процессы, которые ожидаются на границе раздела двух (или нескольких) разнородных материалов внутри разрабатываемого композита. Важна как физическая совместимость (например, необходимый уровень адгезии или коэффициент трения у армирующего материала), так и химическая, для недопущения разъедания одного компонента материала другим.
1.4. Производство композитных материалов
Рассмотрим способы получения изделий из самого распространённого конструкционного вида композитных материалов, а именно композита с неметаллической матрицей, в качестве армирующего материала которого используются стеклянные и углеродные волокна — стеклопластик и углепластик соответственно.
Стеклопластики — это полимерный композитный материал, армированный стекловолокном, которое образуется из расплавленного неорганического стекла. В качестве матрицы часто используются термореактивные синтетические смолы, такие как полиэфир, фенол, эпоксидная смола и другие, а также термопластичные полимеры — полиамиды, полиэтилен, полистирол и тому подобное.
Стеклонить — это волокно, сформированное из стекла. В этой форме стекло проявляет несвойственные для себя характеристики — оно не трескается и не бьется, зато с легкостью принимает изогнутую форму. Для изготовления стекловолокна используется кварцевый песок, при вторичной переработке в ход идет стеклобой — это может быть стеклотара, битое стекло или забракованные стеклянные изделия, полученные в производственных условиях. Отходы стекольного производства на 100% поддаются любой переработке. Это обуславливает использование вторсырья в производстве — позволяет существенно снизить себестоимость готового материала и поддержать экологическую защиту окружающей среды.
Технология сводится к выдуванию из сырья тончайших нитей. Для этого сырьевые заготовки расплавляют при температуре 1400 градусов. Тягучая масса поступает на формующую установку и пропускается через центрифугу. В результате получается стекловата с перемешанными между собой волокнами. На финишной стадии полученный полуфабрикат пропускается через сито с микроотверстиями и выдувается под высоким воздушным давлением. На выходе получаются ровные длинные нити, которые в дальнейшем служат сырьем для создания более сложных продуктов.
Получившиеся волокна могут быть двух видов:
1) Длинные нити — растянуты на тысячи километров, их получают непрерывным методом. Через отверстия вытекают тонкие струи, охлаждаются и наматываются на барабан. Внешне такое волокно напоминает шелковую нить. В процессе вытягивания нити проходят через замасливающую установку, пропитываются клеящими веществами и пластификаторами. Такая обработка позволяет получить гибкие волокна.
2) Короткие нити — имеют длину 35—50 см, они похожи на шерсть для валяния. В основе производства лежит штапельная техника — стеклянную расплавленную массу выдувают паром или горячим воздухом.
В зависимости от толщины нитей выделяют:
— Толстое волокно — более 25 мкм;
— Утолщённое — 12—25 мкм;
— Тонкое — 4—12 мкм;
— Сверхтонкое — 1—3 мкм
Изготовление стекловолокна подчиняется действующим ГОСТам:
— для тканей конструкционного назначения — ГОСТ 19170—2001;
— для изоляционного материала — ГОСТ 19907—83.
Поверхностная плотность может быть в диапазоне 200—1800 г/кв. м, что зависит от количества нитей на 1 см2 ткани. Количество основных и уточных нитей бывает разным, как правило, от 6 до 40. Максимальная разрывная нагрузка стеклоткани разная для каждого вида, а минимальная около 1,8 Н (кгс). В соответствии с техническими характеристиками различаются и марки стеклотканей.
— Конструкционная стеклоткань. Применяется для армирования, изготовления стеклопластика, деталей автомобилей, лодок и других объектов;
— Электроизоляционная. Этот вид используют для изоляции электрических проводов, изготовления монтажных плат и так далее;
— Радиотехническая. В ее состав добавляют металлические элементы для улучшения способности отражать радиоволны и свет;
— Ровинговая стеклоткань. Для ее изготовления используют ровинги — не скрученные пучки стекловолокна, сплетенные в единое полотно. Его поставляют в больших рулонах и используют в строительстве, металлургии, автомобилестроении и других областях;
— Фильтрационная. Этот вид применяют в тех отраслях, где требуется разделить определенное вещество на отдельные фракции;
— Строительная. С ее помощью укрепляют кровлю и стены, выполняют отделочные работы.
Стеклопластики, как правило, являются листовыми пластиками. Их изготавливают методом горячего прессования полимерного связующего, смешанного со стекловолокном или стеклотканью. При этом стекловолокно (стеклоткань) является армирующим элементом. Он дает получаемому продукту повышенные физико-механические свойства.
В промышленности для выпуска изделий из этого пластика применяют несколько разнообразных полимерных смол. Больше всего среди них популярны смолы на основе полиэфиров, винилэфирные, а также эпоксидные пластики.
Изделия из стеклопластика обладают высокой прочностью, низкой теплопроводностью, высокими электроизоляционными свойствами и прозрачностью для радиоволн.
Стеклопластик — недорогой полимерный композит. Его использование оправдано в серийном и массовом производстве, в судостроении, в радиоэлектронике, в строительстве, при изготовлении оконных рам для стеклопакетов, в автомобильной и железнодорожной технике.
Впервые стекловолокно было получено случайно — на стекольном производстве случилась авария, под давлением воздуха расплавленная масса раздулась и разделилась на тонкие гибкие нити. Это стало огромной неожиданностью для инженеров, так как обычно после застывания стекло твердеет. С того момента прошло более 150 лет. За это время технология была многократно усовершенствована, но ее принцип остался неизменным.
Углепластики — это композитные материалы, которые состоят из полимерной матрицы и армирующих элементов в виде углеродных волокон. Углеродные волокна получают из синтетических и натуральных волокон на основе сополимеров акрилонитрила, целлюлозы и других.
Для изготовления композитов на основе углеродного волокна используются такие же матрицы, что и для стеклопластиков — термореактивные и термопластичные полимеры.
Основными преимуществами углепластика перед композитами на основе стекловолокна являются его низкая плотность и более высокий модуль упругости. Углепластик — очень легкий и прочный материал. Углеродные волокна и, соответственно, углепластики практически не имеют линейного расширения.
Углепластики используются в авиации, космической промышленности, машиностроении, медицине, спортивном оборудовании. Из углепластиков производят высокотемпературные узлы для ракет и скоростных самолетов, тормозные колодки и диски для авиационной техники и многоразовых космических аппаратов, электротермическое оборудование.
При получении углепластика углеродные волокна пропитываются фенолоформальдегидной смолой, затем подвергаются воздействию высоких температур (+2000° C), при этом органические вещества подвергаются пиролизу и образуется углерод. Чтобы материал был менее пористым и более плотным, операцию повторяют несколько раз.
Другой способ получить углеродный материал — прокалить обычный графит при высоких температурах в атмосфере метана. Мелкодисперсный углерод, образующийся при пиролизе метана, закрывает все поры в структуре графита. Плотность такого материала увеличивается по сравнению с плотностью графита в полтора раза.
Прессование
Процесс прессования полимерных композитных материалов заключается в пластической деформации материала при одновременном воздействии на него тепла и давления с последующей фиксацией формы изделия. Прессование композитов проводится в пресс-формах, конфигурация полости которых соответствует конфигурации будущего изделия.
Пресс-формы устанавливаются на прессах, назначение которых — создание необходимого давления прессования. Помещенный в пресс-форму холодный или предварительно подогретый материал разогревается до температуры прессования и, подвергаясь под давлением прессования деформации одномерного течения, заполняет полость формы и одновременно уплотняется.
Фиксация формы изделия происходит в результате отверждения реактопластов или охлаждения термопластов, либо охлаждения под давлением до температуры ниже температуры стеклования полимеров.
Литьё под давлением
В процессе литья под давлением формуемый полимерный композитный материал поступает в инжекционный (пластикационный) цилиндр литьевой машины, где нагревается до температуры 300—350 ⁰С в случае термопластичной матрицы и до температуры 80—110 ⁰С — в случае термореактивной матрицы.
Пластифицированный материал при поступательном движении шнека или поршня впрыскивается через мундштук (форсунку) с соплом в литниковый и разводящий каналы, а оттуда в гнезда пресс-формы, где ПКМ с термопластичной матрицей охлаждается до температуры 20—110 ⁰С, а с термореактивной — нагревается до температуры 160—200 ⁰С. В пресс-форме материал выдерживается под давлением для уплотнения, затем пресс-форма размыкается и сформованное изделие выталкивается из нее.
Преимущества:
— Благодаря тому, что изделие изготавливается между двух частей матрицы, все стороны изделия имеют гладкую поверхность;
— Минимизированы отходы материалов;
— Точные размеры и отличное воспроизводство изделий;
— Возможность использования повышенного содержания стеклонаполнителя, что, вместе с отсутствием воздушных включений в стеклопластике, значительно повышает физико-механические свойства изделия;
— В несколько раз сокращается время изготовления, увеличивается оборачиваемость оснастки;
— Уменьшается количество рабочих, снижаются требования к квалификации;
— Резко снижается выделение вредных веществ в атмосферу.
Экструзия
В процессе экструзии полимерных композитных материалов формуемый материал поступает в зону питания экструзионного оборудования, где увлекается вращающимся червяком диаметром 20—250 мм и продвигается вдоль обогреваемого цилиндрического корпуса в зоны пластикации и дозирования. По мере продвижения материала в сторону головки полимерная матрица плавится за счет трения и внешнего нагрева, а расплав ПКМ гомогенизируется. Расплавленный полимерный композитный материал нагнетается в головку, откуда выходит сформованное изделие, которое затем охлаждается.
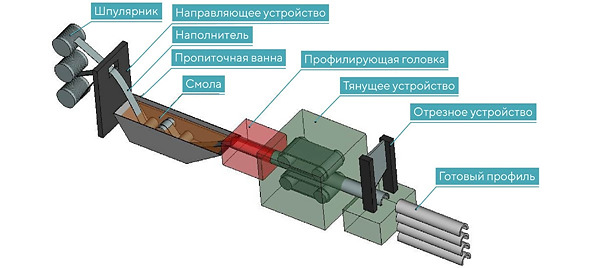
Пултрузия
Во время процесса пултрузии (рисунок 1.1) происходит протягивание композиции матричного полимера с непрерывными волокнами через формообразующее и консолидирующее устройство — пултрузионную головку.
В отличие от экструзии, где основным рабочим воздействием служит давление, в процессе пултрузии таковым является тянущее усилие.
Контактное формование
Наиболее простой метод получения полимерных композитных материалов — контактное формование. Ипользуется в промышленности при изготовлении деталей сложной конфигурации.
Метод контактного формования (рисунок 1.2) заключается в послойной укладке армирующего материала (стеклоткани, мата, ткани из углеродных нитей) в матрицу, на поверхность которой предварительно нанесены антиадгезионное покрытие и декоративно-защитный слой — гелькоут. Методика нанесения гелькоута — вручную кистью или через распылитель. Гелькоут формирует наружную поверхность будущего изделия, а так же предохраняет изделие от пагубного влияния ультрафиолета, химически активных сред и воды.
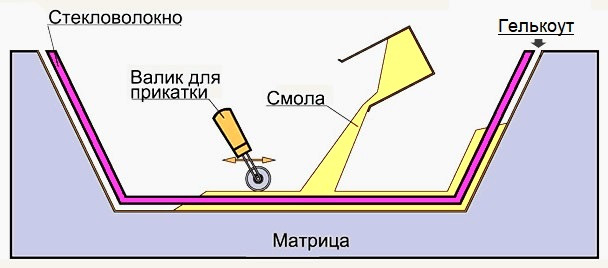
полимерного композита
После того, как гелькоут в достаточной степени отвердился, наносится первый слой смолы и укладывается слой армирующего материала, например, стеклоткани. Первым слоем применяется стекловуаль, чтобы избежать копирэфекта от последующих слоев стекломата. Каждый слой ламината пропитывается смолой с пощью валика или кисти и уплотняется алюминиевыми прикаточными и разбивочными валиками. После полимеризации связующего, изделие подвергается термообработке, извлечению из матрицы и механической обработке.
Преимущества контактного формования:
— Отсутствие ограничений по размерам и форме изготавливаемого изделия — абсолютно любые, нестандартные и эксклюзивные детали (оснастка может изготавливаться индивидуально);
— Относительная простота изготовления конструкции переменной толщины, а также введения в нее различных усилений и закладных деталей;
— Сравнительно низкая стоимость оснастки для формования конструкции;
— Минимальные капиталовложения в запуск производства. Отпадает необходимость покупать, устанавливать и использовать дорогостоящую технику.
Однако большая доля ручного труда обуславливает следующее:
— Нестабильность качества изготовления, которое в значительной степени зависит от квалификации формовщиков;
— Низкая производительность;
— Невозможность достижения высокой плотности укладки армирующего материала;
— Более высокое количество отходов;
— Необходимость в индивидуальных средствах защиты и в мощной вентиляционной системе для удаления с открытой поверхности формуемого изделия стирола и других вредных веществ.
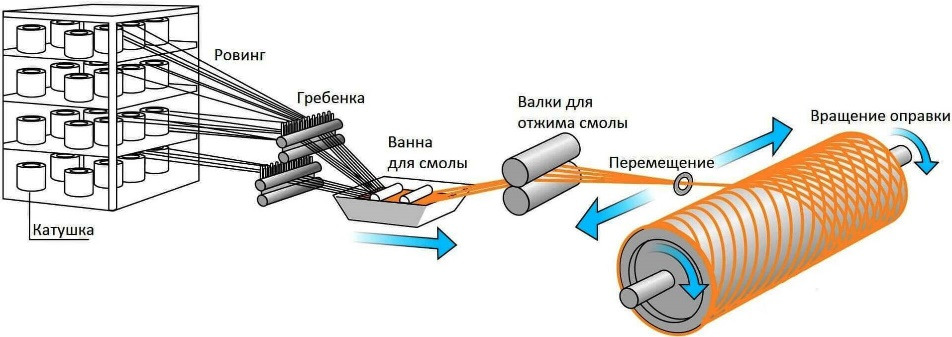
Намотка
Термопластичный матричный полимер сначала совмещают с волокнистым наполнителем по порошковой, волоконной или расплавной технологии, получают однонаправленную ленту, которую затем наматывают на оправку, нагревая до температуры плавления матричного полимера и соединяя с ранее нанесенными слоями (рисунок 1.3). Нагрев и консолидацию лент осуществляют непосредственно в ходе укладки.
Раздел 2.
Применение композитных материалов
2.1. Композитные материалы как замена стали
Бетон — яркий представитель композитного материала. Чтобы этот прочный и водостойкий материал мог выдерживать нагрузку на растяжение, его начали армировать стальными стержнями. Именно такое решение дало резкий скачок популярности новому материалу — железобетону. Железобетон обладает значительной упругостью и хорошо сопротивляется динамическим нагрузкам, благодаря чему он обладает огромной популярностью, позволив достигать новых вершин строительства. Материал позволяет возводить сооружения в кратчайшие сроки, экономя время застройщиков и обеспечивая темпы роста небоскребов и целых городов. Новые высоты железобетону покоряются и в буквальном смысле: Burj Khalifa, самое высокое здание мира, построено именно из железобетона.
Но металлическая арматура обладает существенным недостатком — вес. Армирование бетона металлической арматурой существенно увеличивает вес итоговой конструкции, из-за чего возникает перерасход материала, на усиление нижних рядом строений.
Данного недостатка лишена арматура из стеклопластика. Для изготовления такой продукции используется стекловолокно, высокопрочный пластик, базальт, арамид, углерод и другие материалы. Волокна изготавливаются с диаметром 4—12 мм в бухтах по 100 м, пропитываются термореактивными смолами (эпоксидной, эпоксидно-диановой, винил-эфирной) и запекаются в специальных печах. Для усиления адгезии к бетону на поверхность композитного стержня наносятся спиралевидные ребра, представлена также арматура с условно-гладкой поверхностью с песчаной обсыпкой.
В отличие от обычной металлической арматуры, композитные пруты имеют меньший вес, стойкость к коррозии, диэлектрические свойства, значительно более низкую теплопроводность, что является важным фактором при строительстве жилых помещений в холодных регионах.
Преимущества композитной арматуры:
— Высокая удельная прочность (например, прочность стеклопластиковой арматуры в 10 раз превышает удельной прочности металлической арматуры;
— Малый вес при аналогичных с металлической параметрах прочности;
— Коррозионная стойкость даже при взаимодействии с агрессивными средами;
— Коэффициент теплового расширения композитной арматуры с бетоном одинаковы (нет появления трещин от теплового расширения бетона, армированного стеклопластиковой арматурой);
— Лёгкость транспортировки. Может перевозиться в свёрнутом в бухты состоянии и при этом занимать минимальное количество места.
2.2. Композитные материалы как основа конструкции
Видов композитных материалов множество. Комбинируя в разных сочетаниях материал матрицы и армирующего наполнения, их процентное соотношение, а также направление армирования получаются кардинально отличающиеся друг от друга по свойствам композитные материалы. Рассмотрим примеры использования в конструкциях таких композитных материалов как стеклопластик и углепластик. Именно эти материалы сочетают в себе необходимые свойства для использования их в конструкциях, которые подвержены значительным нагрузкам, но при этом должны быть как можно более лёгкими, износостойкими и устойчивыми к коррозии.
Самое широкое распространение композитные материалы с матрицами из полимеров и армированные стеклянными или углеродными волокнами получили именно в транспортной отрасли. Это именно та сфера, где конструкциям необходимо воспринимать значительные по абсолютным значениям нагрузки, подвергаться как температурным воздействиям, так и взаимодействию с агрессивным средами, но при этом каждая лишняя единица веса таких конструкций на счету, ведь чем легче элементы транспорта, тем меньшим нагрузкам подвержена их ходовая часть или меньше энергии потребуется для передвижения, а в грузовых перевозках тем больше груза это транспортное средство может перевезти не увеличивая пагубное воздействие на путь, будь то автомобильная или железная дорога.
В авиации применение этих материалов быстро вошло в стандарт. Для сравнения: в 1970-х доля композитов в Boeing 747—100 стремилась к нулю, а в 2010-м году Boeing 787 уже на 50% состоял из композитов. Уже традиционный интерес авиастроителей к композитам неудивителен: к примеру, одно только композитное крыло для лайнера МС-21 позволяет значительно улучшить аэродинамику, а также уменьшить расходы при эксплуатации на 12—15%. А повышение энергоэффективности одного борта — это и снижение расходов самих перевозчиков: композиты напрямую связаны с экономической выгодой.
Композитные материалы в настоящее время составляют порядка 50% от массы планера в современных пассажирских самолетах. Но это не предел: в некоторых истребителях и военных вертолетах доля таких материалов может достигать 90% от веса планера. В первую очередь в авиации используются материалы на основе непрерывных углеродных и стеклянных волокон. Углепластики имеют удельную прочность (прочность, деленную на плотность) примерно в два раза выше, и удельный модуль упругости, определяющий жесткость конструкции, примерно в три раза выше аналогичных характеристик стеклопластика. Поэтому более 70% от композитов, используемых в современной авиации, составляют углепластики, из которых производят силовые конструкции: хвостовое оперение, элементы конструкции фюзеляжа, лопатки двигателей. В меньшей мере в авиации используются стеклопластики, которые в основном применяются для изготовления радиопрозрачных обтекателей и интерьеров самолетов. Но есть у углепластиков и недостаток — это высокая стоимость.
Композитные материалы для автомобилестроения — это в первую очередь продукция из углеродного волокна. Углепластик в 5 раз легче стали и в 1,8 раза легче алюминия. Использование композитов в автомобилестроении позволяет снизить массу транспортного средства на 20—25%. За счёт этого заметно повышается эффективность работы двигателя и снижается расход горючего. На данный момент нет ни одной кузовной детали, которая не могла бы быть сделана из карбона (углепластик). Из него изготавливают не только капоты, но и крылья, бампера, двери и крыши. Факт экономии веса очевиден. Средний выигрыш в весе при замене капота на карбоновый составляет 8 кг.
Углеродное волокно для автомобилей широко применяется в гоночной одежде. Это карбоновые шлемы, ботинки с карбоновыми вставками, перчатки, костюмы, защита спины и. т. д. Такая экипировка не только хорошо смотрится, но и повышает безопасность и снижает вес костюма (очень важно для шлема). Особой популярностью карбон пользуется у мотоциклистов. Байкеры зачастую одевают себя в карбон с ног до головы.
2.3. Использование композитных материалов в железнодорожной отрасли
В соответствии со стратегией развития подвижного состава железных дорог до 2030 года перед конструкторами и производителями железнодорожной техники определены следующие важнейшие задачи:
— увеличение провозной способности железнодорожным транспортом;
— проектирование и создание подвижного состава нового поколения, отвечающего при этом установленным техническим требованиям и нормам;
— увеличение значений нагрузки на ось;
— увеличение скоростей движения;
— уменьшение веса тары грузового вагона, без ущерба по прочности.
Добиться успехов, имея вышеуказанные цели, невозможно без применения в конструкциях подвижного состава качественно других материалов, а именно композиционных материалов. На железных дорогах необходимо придавать большую значимость уменьшению массы тары подвижного состава, сокращению расходов, связанных с эксплуатацией в течение всего жизненного цикла конструкции, трудоёмкости ремонта. Для изготовления конструкций из привычного материала — металла требуются дорогостоящее сырье и трудоемкие операции как при процессе его добычи, так и при процессах его обработки.
Композиционные материалы позволяют устранить многие эти операции и неудобства. Получение сырья относится к качественно другому виду промышленности, не тяжёлой промышленности. Кроме того, отсутствие коррозии этого материала увеличивает срок службы композитных конструкций. Композиционные материалы позволяют получать изделия намного более сложной формы со значительно более низкими затратами. Главнейшим фактором, который определяет преимущества стеклопластиков является то, что за счет применения композиционных материалов можно облегчить подвижной состав на величины порядка 50% при комплексной замене его элементов. Это даёт лишь положительные результаты. Учитывая важность вопросов безопасности в последнее время огромное внимание уделяют созданию систем контролируемого поглощения энергии соударения при столкновениях.
Конструкции из такого материала менее трудоёмкие в изготовлении, чем традиционные стальные, обладают большим сроком службы, химически инертны по отношению к коррозии и агрессивным средам, а главное для подвижного состава — имеют высокую удельную прочность. Себестоимость типичной волокнистой полимерной композиции, как правило выше себестоимости стального листа, поэтому при обосновании выбора композиционного материала необходимо учитывать иные преимущества, которых не мало. Например, при использовании деталей, к которым предъявляются повышенные требования по механическим свойствам, возможна экономия за счет толщины и массы детали при равном или большем сроке её эксплуатации. Для деталей сложной формы затраты на отделку в сравнении с деталями из стального листа могут быть значительно меньшими.
Изделия из композиционных материалов, произведенные методом намотки применяют в конструкциях железнодорожных цистерн, кроме того из них изготавливают емкости для хранения газов под давлением, емкости и трубы для нефте- и газопроводов. Возможности оборудования и материалы позволяют изготавливать изделия с диаметрами от 50 до 8000 мм и длиной до 28 м. Для отверждения полимерных связующих применяется термокамера, которая выполняет процесс полимеризации и параллельной регистрации параметров данного процесса. На намоточном оборудовании изготавливаются крупногабаритные бандажные и опорные кольца статорных обмоток электрогенераторов большой мощности для отечественных и зарубежных гидроэлектростанций.
Путем подбора количественного соотношения компонентов в составе и их свойств, а также ориентации наполнителя можно получить материал с требуемым сочетанием эксплуатационных и технологических свойств под конкретные задачи, что наиболее благоприятно сказывается на экономической составляющей конструкции. Армирующие наполнители воспринимают основную долю нагрузки и при определённой их ориентации возможно добиться изотропных свойств композитного материала. Кроме того, этот материал удобен для формирования криволинейных поверхностей, что является также большим преимуществом в сравнении с изготовлением подобных конструкций из стали.
При обосновании целесообразности использования композитного материала в транспортной отрасли важнейшими аспектами являются прочностные характеристики конструкции, напрямую влияющие на безопасность движения, а также экономическая составляющая внедрения и эксплуатации нового материала для отрасли. Стеклопластик хуже стали воспринимает сжимающие нагрузки, но многие элементы в конструкции подвижного состава не подвержены таким воздействиям, например, котлы вагонов-цистерн с рамой, кузова пассажирских и грузовых вагонов различных типов, поперечные балки рамы, рычаги тормозных рычажных передач и т. д. Единственным параметром, отличающимся в меньшую сторону в 4 раза у стеклопластика относительно аналогичного значения для стали, является модуль упругости Юнга. Данный параметр напрямую влияет на деформацию материала.
Используя в конструкции подвижного состава композитные материалы, мы получаем увеличенные значения грузоподъёмности и полезного объёма для перевозки, а также сниженные значения массы тары. Данные параметры напрямую влияют на расходы, связанные с эксплуатацией данного вагона. Кроме того, необходимо учитывать следующие аспекты, присущие композитным материалам: стойкость материала к коррозии, нагреву, простота и качество отделочных операций, лёгкость ремонта, более дешёвые в сравнении со сталью пресс-формы. Для деталей сложной формы затраты на отделку в сравнении с деталями из стального листа могут быть значительно меньшими. Всё это влияет на стоимость всего жизненного цикла изделия. Несмотря на большую стоимость композитной конструкции, с учётом общих затрат она является экономически более выгодной.
ООО НПП «ПОЛЕТ» за последние годы добилось значительных успехов в разработке внешних и внутренних конструкций из стеклопластика для кабин современных локомотивов (электровозов, тепловозов), разработанных ОАО «ВНИКТИ», ОАО «ВЭлНИИ», ОАО ХК «Коломенский завод» и выпускаемых ЗАО УК «БМЗ», ООО ПК «НЭВЗ», «Коломенским машиностроительным заводом».
В НПП «ПОЛЕТ» проработаны основные принципы и конструктивно-технологические решения лобовых частей, крыши, нижних обтекателей, корпуса кабины, интерьера из композиционных материалов с гелькоутным покрытием. По техническим заданиям разработана конструкторская документация.
Спроектирована и изготовлена крупногабаритная оснастка: мастер-модели и матрицы. Организовано серийное производство агрегатов и корпусов кабин из композиционных материалов.
Проанализировав опыт применения композиционных материалов в локомотивостроении, можно укрупнено представить следующую классификацию конструктивно-технологических решений применения композитов в кабинах машинистов локомотивов железнодорожного транспорта:
— металлическая кабина с композитным интерьером;
— металлическая кабина с маской из композитных материалов и композитный интерьер;
— кабина с металлическим каркасом, маской, крышей из композитов и композитный интерьер;
— композитная оболочка корпуса кабины с металлическим каркасом (унифицированный съемный модульный корпус кабины) с композитным интерьером;
— цельнокомпозитный корпус кабины с композитным интерьером.
Широкое применение находят композиты и в новых вагонах метро. Из композитов производят внутренную отделку вагонов, каркасы сидений — интерьер, головную часть кабины — экстерьер.
Шпалы из композитных материалов — это относительно новое явление по сравнению со шпалами из пиломатериалов, бетона или стали. Специалистами АО «ВНИИЖТ» проведены комплексные испытания композитных шпал АО «Фирма ТВЕМА», для изготовления которых использовалась полимерная матрица из переработанного полиэтилена высокой плотности в качестве основного компонента со стеклонаполненным полимером.
Композитные шпалы из полимерного материала больше подвержены температурному влиянию, чем деревянные; при отрицательных температурах модуль упругости изменяется до двух раз. При зимних полигонных испытаниях зафиксированы изломы композитных шпал на участках с неравномерно уложенным и уплотненным щебеночным балластом. Большая на 10—15% масса композитных шпал, по сравнению с деревянными, а также текстурированные нижние и боковые плоскости обеспечивают до 1,5 раз большее сопротивление поперечному сдвигу.
На участке Экспериментального железнодорожного кольца АО «ВНИИЖТ» в Щербинке вместо деревянных были уложены композитные шпалы, наработка по ним составила порядка 700 млн т груза брутто. При наработке 500 млн т груза брутто среднее изменение ширины колеи составило 1,1 мм. Подуклонка и возвышение рельсов практически не изменились. Композицитные шпалы обладают лучшими физикомеханическими характеристиками, чем деревянные, а, следовательно, более высокими эксплуатационной надежностью и работоспособностью.
Применение композитных шпал целесообразно при технико-экономическом обосновании их эффективности по сравнению с деревянными и железобетонными шпалами, а также плитами безбалластного мостового полотна (БМП), с учетом определения сфер их рационального применения и разработки нормативной документации.
В настоящее время проведена научно-исследовательская работа по оценке прочностных свойств композитных накладок для изолирующих стыков в целях определения ресурсных показателей и установления порядка их применения в зависимости от условий эксплуатации. Специфика материала, применяемого для изготовления композитных накладок, предусматривает накопление в нем в процессе эксплуатации продольных трещин и расслоений. Поэтому требуется периодический осмотр накладок с разборкой стыков для принятия решения о возможности их дальнейшей эксплуатации. Разработан порядок монтажа и содержания изолирующих стыков с композитными накладками, регламентирующий возможность их эксплуатации и повторного использования при достижении заданных значений наработки тоннажа (с учетом порядка и периодичности осмотра стыков), а также допустимых дефектов в накладках.
Композитные плиты мостового полотна — предназначены для устройства безбалластного мостового полотна на металлических пролетных строениях железнодорожных мостов.
Бесплатный фрагмент закончился.
Купите книгу, чтобы продолжить чтение.